

1. 서 론
2. 실 험
2.1 재료
2.2 실리콘 내열재 시편 제조
2.3 특성 평가
3. 결과 및 고찰
3.1 물리적 성질
3.2 삭마속도
3.3 열산화 안정성
3.4 열분해층
4. 결 론
1. 서 론
최근 우주항공, 방위산업, 극한 환경용 산업재 등의 분야에서는 열과 마모에 강한 고분자 복합재료에 대한 수요가 지속적으로 증가하고 있다. 특히 고온의 유속이 빠른 유체 환경에 노출되는 부품 — 예를 들어 고체추진기관의 노즐, 고온 가스 발생기의 라이너(liner), 발사체의 내열 실링 부품(bladder, diaphragm), 고온 패킹 시스템 등 — 에는 고무 탄성체의 기계적 유연성과 내열성을 동시에 확보하는 소재가 필요하다[1,2]. 이러한 극한 환경에 사용되는 재료는 단순한 기계적 강도뿐 아니라 고온에서의 탄화 안정성, 열 차단 특성, 삭마 저항성(ablation resistance), 유해 환경(산화, 가압, 연료 등)에서의 내구성을 고루 갖추어야 한다.
실리콘 고무(silicone rubber)는 EPDM(Ethylene propylene diene monomer) 등 다른 고무 매트릭스들에 비해 내열성, 내한성에 유리하기 때문에 이러한 요구 조건을 만족시키기 위해 실리콘 고무는 주요 후보군으로 각광받고 있다. 실리콘 고무는 –60°C이하의 저온부터 250°C이상의 고온에 이르기까지 우수한 탄성 특성과 내열성을 유지하며, 전기 절연성, 자외선 저항성, 내화학성 등에서도 뛰어난 물성을 갖는다[3,4]. 특히 메틸기 기반의 실리콘 고무(Methyl Vinyl Silicone Rubber, MVQ)는 구조적으로 안정한 Si–O 결합을 주쇄로 가지며, 이를 통해 내열성과 산화 안정성이 뛰어나다.
그러나 이러한 실리콘 고무는 단일 재료로서는 고온에서의 삭마 저항성이 낮고, 고온 유동 현상에 취약하다는 단점이 있다. 즉, 연소 가스의 고온·고속 환경에 노출될 경우 실리콘 고무는 표면이 쉽게 연화되어 구조가 무너지고, 이에 따라 내부 구조물의 손상을 초래할 수 있다[5]. 이러한 한계를 극복하기 위한 대표적인 방법은 무기 보강재를 첨가하여 복합화하는 것으로, 이를 통해 복합재 내부의 열전달을 저지하고, 고온 산화 환경에서도 안정한 탄화층(char layer)을 형성할 수 있도록 유도하는 것이다[6]. 유리섬유 및 세라믹섬유를 실리콘계 매트릭스에 첨가하여 삭마 성능을 개선한 국내 연구가 보고되었으며, 이들 연구는 유리섬유의 첨가가 탄화층 강화 및 잔류질량 증가에 기여함을 보여준다[6].
현재까지 내열 고무 복합재 설계에서는 흑연(graphite), 실리카(silica), 알루미늄 하이드록사이드(aluminum hydroxide), 세라믹 섬유, 카본섬유 등의 무기 필러가 보강제로 주로 사용되어 왔다. 그러나 이러한 필러는 매트릭스 고무와의 계면 결합력이 낮거나 분산성이 불량한 경우가 많아, 오히려 기계적 특성과 열적 특성 간의 트레이드오프가 발생하는 한계가 존재한다[7,8,9].
유리섬유는 높은 인장강도(>2 GPa), 고유의 비열과 낮은 열전도도를 가지고 있으며, 구조 보강재로서의 기능뿐 아니라 열적 완충재로도 작용할 수 있다. 또한 실리콘 고무와의 화학적 비상용성으로 인해 고온에서도 구조 붕괴 없이 잔존할 수 있다는 장점이 있다. 특히 표면이 실란계 계면활성제로 처리된 유리섬유를 사용하면 실리콘 매트릭스와의 계면 접착력을 강화할 수 있으며, 유리섬유의 길이 및 배열 방향에 따라 복합재의 삭마 저항성과 열 확산 경로를 효과적으로 조절할 수 있다[10,11].
그러나 현재까지 대부분의 연구는 유리섬유를 단순히 충전제로 사용하거나 고분자 매트릭스와의 복합화 연구가 제한적으로 수행되었으며, 유리섬유의 길이 및 조성비에 따른 삭마 특성 변화를 규격화된 삭마시험을 통해 체계적인 분석과 더불어 복합재의 체적 손실량 등을 함께 고려한 통합적인 성능 분석 연구를 진행할 경우 고성능 내열재 조성개발에 상당한 도움이 된다[12].
이에 본 연구에서는 메틸 실리콘 고무를 기본 매트릭스로 하여, 다양한 길이 및 배합비의 유리섬유를 첨가한 복합재를 제조하고, Oxy-Acetylene Torch Test를 통해 고온 삭마 특성을 정량적으로 분석하였다.
2. 실 험
2.1 재료
Methylvinyl Siloxane (MVS) 기반의 실리콘 고무는 KCC Silicone Co.(SL3000A, Korea), 경화제는 동일한 회사의 Tin 계열 SL3000B(KCC Silicone Co. Korea)를 사용하였다. 내열재의 삭마 성능 개선을 위하여 사용된 유리섬유는 Glass Mild Fiber(Monex, India) 제품을 사용하였고, 섬유길이 6 mm와 12 mm, SiO2 함량 60% 이상인 섬유를 사용하였다. 실리카계 분말은 OCI Ferro사의 SiO2 함량 30% 이상 포함된 제품을 사용하였다. 유리섬유 및 실리카계 분말 형상을 Fig. 1에 나타내었다. 먼저 실리콘 고무 SL3000A에 실리카 분말을 혼합하여 planetary mixer에서 10분간 교반한 다음 유리 섬유와 SL3000B를 혼합하여 10분간 추가로 교반하여 배합을 마무리 하였다. Table 1은 실험 평가에 적용된 배합 조성을 나타낸 것이다.
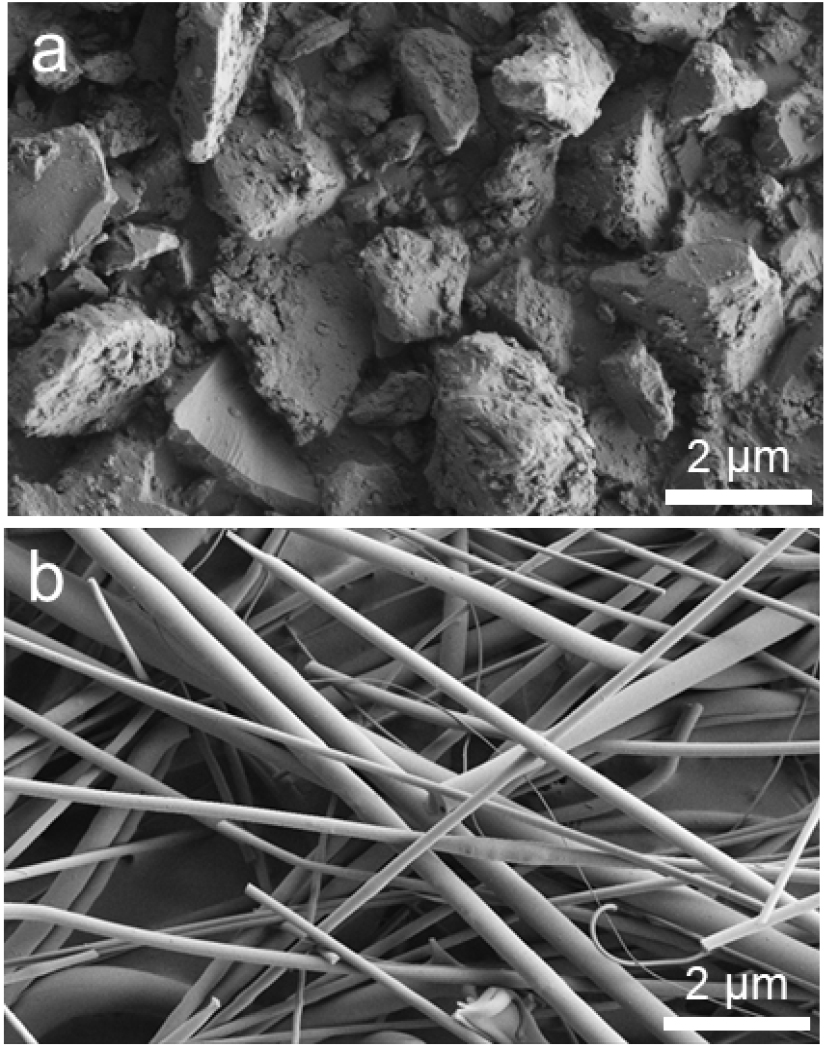
Table 1.
Formulation of the silicone rubber composites.
| Ingredients | SR0 |
SR 6-4 |
SR 6-12 |
SR 12-4 |
SR 12-12 |
|
SL3000A (*phr) | 50 | ||||
|
SL3000B (phr) | 50 | ||||
| 6 mm Glassfiber (phr) | 0 | 4 | 12 | 0 | 0 |
| 12 mm Glassfiber (phr) | 0 | 0 | 0 | 4 | 12 |
|
Silicates powder (phr) | 67 | ||||
2.2 실리콘 내열재 시편 제조
혼합물을 80°C 압축 프레스에서 60분 동안 100 bar의 압력으로 성형하였다. 물리적 특성 평가용 시편은 150 mm×150 mm, 두께 2 mm와 삭마 평가용 시편은 100 mm×100 mm, 두께 6 mm로 제작하였다.
2.3 특성 평가
2.3.1 물리적 특성
복합재의 인장강도와 신장율은 실온에서 KSM 6518에 따라 아령형 3호 시편을 이용하여 Tensometer 500 (Myungji Tech, Korea) 범용 시험기에서 측정하였다. 크로스헤드 속도는 500 mm/분이었다. 복합 재료의 각 그룹에 대해 최소 3개의 시편을 평가하였다. 복합재의 Shore A 경도는 실온에서 KSM 6518에 따라 스프링식 쇼아 경도계를 사용하여 측정하였다. 시료의 두께는 12 mm이었으며 측정 결과는 최소 5회 테스트의 평균이다.
2.3.2 삭마속도
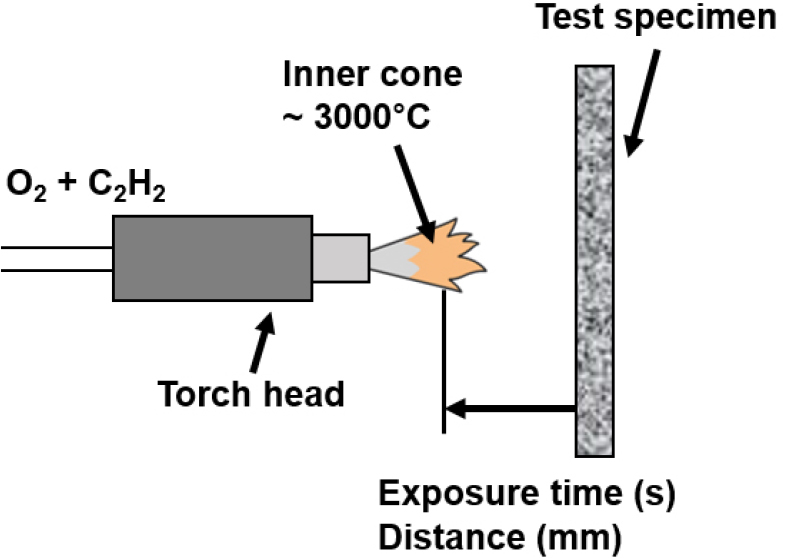
실리콘고무 복합재의 삭마 성능은 ASTM E285-08에 따라 Oxyacetylene Torch Test로 평가하였다. ASTM E285-08은 고온 연소 가스를 시험편의 중앙에 맞춰 분사하는 것을 시작으로 연소가스의 불꽃이 시편을 관통할 때까지의 시간을 측정하여 제품의 삭마속도를 측정하는 방법이다. 시편의 두께는 6.35 ± 0.41 mm이며 길이는 가로와 세로 모두 동일한 101.6(+0.0, -0.71) mm의 정사각형 평판이다. 고온 연소 가스는 산소:아세틸렌(1:3)의 비율로 이루어져 있으며 열유속(Heat Flux) 835 W/cm2에 맞춰서 실험이 진행되었다. 본 연구의 Oxy-acetylene 토치 시험 조건(노즐-시편 간격, 산소:아세틸렌 비율, 열유속 등)은 국내 추진공학계에서 보고된 실험 조건을 참고하여 설계하였다[13].
시험편과 고온 연소가스가 분사되는 노즐의 수직 거리는 23 mm이고 노즐의 내경은 4.0 mm였다. Fig. 2는 ASTM E285-08의 개략도를 보여주고 있다.
삭마속도(Ra)와 중량삭마속도(Rm)은 다음 Eq. (1)과 (2)에 따라 계산하였다.
삭마속도(Ablation Rate, Ra)는
중량삭마속도(Mass Ablation Rate, Rm)는
이고, 여기서 d, m1은 각각 삭마 시험 전 시료 두께와 중량이고 m2는 삭마 시험 후 시료 중량이며 t는 화염이 시편을 관통할 때 시간이다.
2.3.3 열중량 분석(TGA)
TGA는 TA-Q-500(TA-INSTRUMENT, Germany)을 사용하여 실온에서 1,000°C까지 20°C/min의 가열 속도로 대기 환경에서 열중량 분석을 실시하였다.
2.3.4 X선 회절(XRD)
Cu K 방사선과 Bruker AXS D8 Advance 회절계 EMPYREAN(Panalytical, Germany)를 사용하여 실온에서 유리섬유 함량에 따른 탄화층과 열분해층 분말의 X선 회절(XRD) 패턴을 얻었다.
2.3.5 모폴로지
실리콘 복합재의 삭마된 표면은 Digital Microscope (Dinocapture, USA)의 200배 확대경을 이용하여 관찰하였으며, 탄화와 열분해 층은 각 층을 별도로 분리한 다음 분말화하여 주사 전자 현미경(SEM) SIGMA500(Carl Ziess, Germany)과 에너지 분산 X선 분광기(EDS, Energy Dispersive Spectrometer)는 Maxn50을 사용하여 조사하였다.
3. 결과 및 고찰
3.1 물리적 성질
Table 2는 6 mm와 12 mm 유리섬유를 각각 0, 4, 12 phr을 첨가한 실리콘 복합재의 경도, 인장강도와 신장율을 나타낸 것이다. Table 2에서 보는 바와 같이 경도는 유리섬유가 첨가되면 급격하게 증가하였지만 증가에 따라서 증가폭이 크게 둔화되고 있음을 확인할 수 있었다.
Table 2.
Mechanical properties of silicone rubber composites.
| Test Items | SR0 |
SR 6-4 |
SR 6-12 |
SR 12-4 |
SR 12-12 |
|
Hardness (Shore A) | 37.5 | 64.1 | 69.5 | 69.0 | 71.0 |
|
Tensile strength (kg/cm2) | 27.0 | 27.1 | 30.2 | 28.0 | 29.6 |
|
Elongation (%) | 120 | 102 | 20 | 85 | 20 |
3.1.1 경도
6 mm와 12 mm 첨가에 따른 차이는 유리섬유가 가진 자체 경도와 유리섬유 길이에 따른 첨가 환경 변화에 기인하여 12 mm가 6 mm 섬유에 비하여 조금 더 높은 경도 값을 보여주었다. 이러한 경도 상승은 유리섬유의 높은 강성이 고무의 고분자 사슬 이동을 억제하고, 섬유-고무 계면의 응력 전달을 강화하기 때문이다. 이는 유리섬유가 네트워크 구조를 형성하며 하중 전달 경로로 작용하고 있음을 시사한다[14].
3.1.2 인장강도
각 샘플마다 공통으로 사용하고 있는 실리콘 고무에 실리카 입자가 과량 혼합되어 샘플간 인장강도 비교시 유리섬유 첨가에 따라 추가적인 보강 효과가 제한적이었기 때문에 크지 않았다. 그러나 순수 실리콘 고무의 인장강도는 약 27.0 kg/cm2였으나, 6 mm 유리섬유 12 phr 첨가 시 30.2 kg/cm2, 12 mm 유리섬유 12 phr 첨가 시에는 최대 29.6 kg/cm2까지 상승하였다. 이러한 강화 효과는 짧은 섬유가 고무 내에서 더 균일하게 분산되어 실리카와의 계면 결합을 보완했기 때문으로 판단된다. 전반적으로 유리섬유가 매트릭스 내에서 하중을 분산시키는 역할을 하는 경향을 확인할 수 있었다[15].
3.1.3 신장율
신장율은 유리섬유 첨가에 따라 감소하였는데, SR6-4의 경우 SR0에 비하여 약 20%, SR12-4의 경우 약 40% 감소를 보였고 SR6-12와 SR12-12에서는 모두 80% 가량 크게 줄어드는 경향이었다. 이는 유리섬유가 응력 집중점으로 작용하여 고무의 연성을 저하시켰으며 첨가량 증가에 따라 복합재의 연성이 줄어들고 섬유-고무 계면이 파괴의 시작점으로 작용하여 파단을 가속화하기 때문이다[8]. 이러한 결과는 유연성과 기계적 강화 사이의 균형 조절이 중요하다는 점을 다시금 확인할 수 있었다.
3.1.4 유리섬유 길이 및 함량의 영향
길이와 함량에 따른 결과를 종합적으로 고찰해보면, 기계적 특성 향상에서 유리섬유는 인장강도 및 경도를 향상시키며, 특히 6 mm 길이에서 효과가 크게 나타났고 유연성 저하 측면에서는 신장율 감소를 동반하였다.
3.2 삭마속도
삭마는 고온 열원이 재료에 직접 노출되어 표면이 열분해, 용융, 증발 등의 과정을 거쳐 점진적으로 마모되는 현상을 의미하며, 열가소성 및 열경화성 복합재료의 성능을 평가하는 핵심 지표이다[16]. 특히 고체로켓, 유도무기, 추진기류 구성 요소 등에서는 고속 화염 유동에 의한 재료 삭마 저항성이 구조 안정성과 직결되므로, 내삭마 특성이 우수한 고분자 복합재의 개발이 요구된다.
3.2.1. 탄화층 구조
Fig. 3은 삭마시험 후 화염에 의해 관통된 부위에 단면을 나타내며, Fig. 4는 삭마시험 후 각 시험편의 외형을 보여준다. 산소-아세틸렌 화염에 노출된 실리콘 고무 복합재의 단면 구조는 다음과 같은 전형적인 삼층 구조로 관찰되었다(Fig. 3).
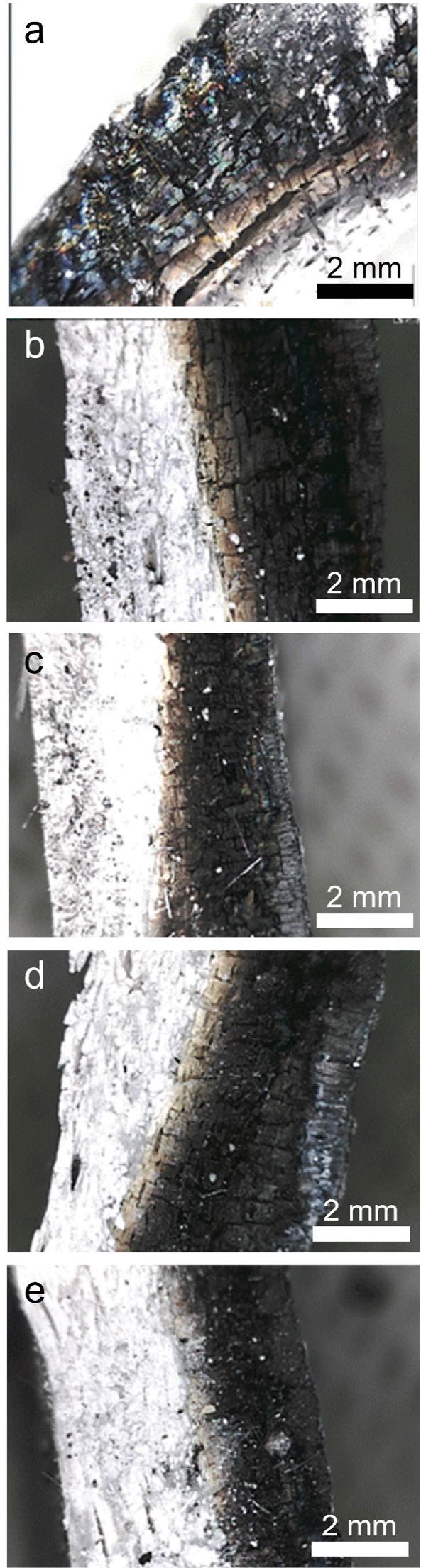
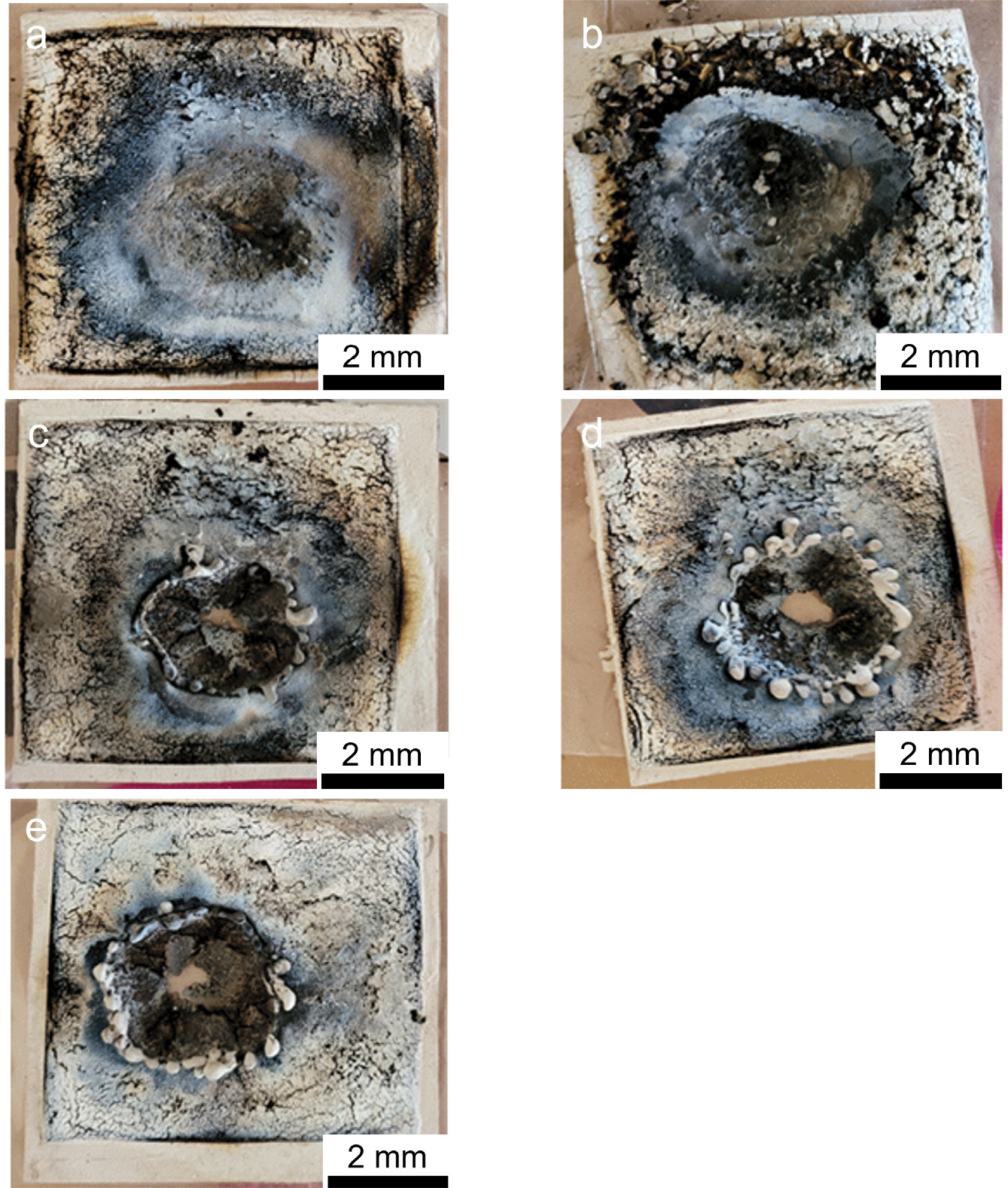
Fig. 4.
Photographs of the ablated surfaces of silicone rubber composites after the ablation test (magnification, ×30): (a) SR0, (b) SR6-4, (c) SR6-12, (d) SR12-4 and (e) SR12-12. The unfilled silicone rubber (SR0) exhibits severe surface recession and irregular erosion, whereas the glass fiber–reinforced specimens show comparatively smoother ablated surfaces with reduced material removal. In particular, the SR6-4 specimen displays a more uniform and stable surface morphology, indicating improved ablation resistance due to the formation of a continuous protective layer.
1) 원형층(virgin layer) – 화염과 직접 접촉하지 않은 영역으로, 미변성 실리콘 고무로 구성된 층. 이 층은 열적 영향을 받지 않아 원래의 고분자 구조를 유지한다.
2) 열분해층(pyrolysis layer) – 고온 환경에서 중합체 열분해 반응을 통해 형성된 비정질 탄소층. 이 층은 열적 분해로 인해 중합체 사슬이 붕괴되며 탄소 기반 잔류물이 생성된다.
3) 탄화층(char layer) – 완전한 열산화 반응을 거쳐 형성된 구조적 잔재물로, 주로 무기물 및 고상 잔류물로 구성된다.
유리섬유가 첨가되지 않은 SR0에서는 실리카계 충진제에 의해 기본적인 탄화층이 형성되었으나, 유리섬유가 첨가된 SR6, SR12 시리즈에서는 보다 치밀하고 두꺼운 탄화층이 관찰되었다. 특히 섬유가 12 phr 첨가된 SR6-12와 SR 12-12 시편의 경우, 가장자리에는 구형의 고강도 탄화체가 형성되어 시각적으로도 현저한 차이를 나타내고 있다[17]. 이러한 결과는 유리섬유의 높은 열적 안정성과 구조 지지력이 실리콘 매트릭스의 열적 붕괴를 지연시키며, 연소 생성물의 재배열과 고상 잔류물의 구조화를 촉진하는데 기여함을 시사한다[18]. 또한 유리섬유가 탄화층의 기계적 강도와 열적 보호 성능을 강화하는 역할을 하고 있다는 것을 입증한다.
3.2.2 정량적 삭마속도
삭마 저항성은 다음 세 가지 지표를 통해 정량적으로 평가하였으며 Table 3은 삭마 시간, 삭마속도 그리고 중량삭마속도 및 지표의 편차값을 나타낸 것이다.
Table 3.
Burn time, ablation rate and mass ablation rate of silicone rubber composites.
1) 연소 시간(burn time): 화염이 시험편에 직접 작용한 지속 시간으로, 재료의 열적 내구성을 간접적으로 나타낸다.
2) 삭마속도 Ra(mm/s): 열유속에 의해 단위 시간당 재료 침식되는 속도로, 재료의 표면 열화 저항성을 평가한다.
3) 중량삭마속도 Rm(g/s): 단위 시간당 질량 손실량으로, 재료의 열적 분해 및 연소 거동을 정량화 한다.
기존 연구들에 따르면 섬유 보강 고분자 복합재의 삭마 거동은 섬유의 종류, 길이, 함량뿐만 아니라 분산 상태와 계면 결합 특성에 의해 복합적으로 지배된다. Hao 등[8]은 액상 실리콘 고무에 다양한 섬유를 첨가한 연구에서, 일정 함량 이상에서는 섬유 간 응집(agglomeration)으로 인해 오히려 삭마 저항성이 저하됨을 보고한 바 있으며, Zhang 등[18] 또한 무기 보강재의 과도한 첨가가 열전도 경로를 형성하여 국부적인 열집중을 유발할 수 있음을 지적하였다.
본 연구 결과에서도 유사한 경향이 관찰되었다. SR6-4 시편은 가장 낮은 삭마속도(Ra = 0.066 mm/s)를 나타냈으며, 이는 짧은 유리섬유(6 mm)가 비교적 균일하게 분산되어 열분해층의 연속성과 기계적 안정성을 동시에 확보했기 때문으로 해석된다. 반면, 동일한 섬유 길이에서 함량이 증가한 SR6-12 시편은 섬유 응집 및 고온에서의 국부적 용융 거동으로 인해 삭마속도가 오히려 증가하였다. 이러한 현상은 Gao 등[10]이 보고한 단섬유 강화 고무 복합재에서의 열전달 브리지 형성 메커니즘과 잘 부합한다.
12 mm 유리섬유가 적용된 SR12 계열 시편의 경우, 중량삭마속도(Rm)는 상대적으로 낮았으나 삭마속도(Ra)는 개선되지 않았다. 이는 장섬유가 연소 후 불연성 잔류물 형성에는 기여하지만, 섬유 간 접촉 증가로 인해 열전도성이 상승하고 화염 경계면에서의 표면 침식이 가속화되었기 때문으로 판단된다. Meric과 Ruyter[12]는 서로 다른 길이의 유리섬유가 포함된 복합재에서 장섬유 비율이 증가할수록 열사이클 안정성은 향상되지만, 국부 열응력 집중이 발생할 수 있음을 보고한 바 있다.
종합적으로 볼 때, 본 연구에서 관찰된 삭마 특성은 유리섬유의 길이와 함량이 독립적으로 작용하기보다는 상호 연계된 설계 변수로 작용함을 보여준다. 특히 6 mm 유리섬유 4 phr 조건은 열 차단 효과, 분산 안정성, 그리고 열분해층의 구조적 연속성 측면에서 최적의 균형점을 형성하며, 이는 제한된 실험 조건 내에서도 명확한 성능 극값으로 판단된다. 이러한 결과는 내삭마 실리콘 고무 복합재 설계 시, 단순한 무기 보강재 증량보다는 최적 조성 영역 탐색과 분산 제어 전략이 핵심임을 시사한다.
3.2.3 삭마 메커니즘
고분자 기반 삭마 복합재의 삭마 메커니즘은 표면 용융, 열분해, 기체 방출, 그리고 잔류 탄화층의 형성과 탈락이 연속적으로 발생하는 복합적인 현상으로 설명된다[16]. 특히 실리콘 고무계 복합재는 Si–O 주쇄의 높은 결합 에너지로 인해 고온 환경에서 비교적 안정적인 거동을 보이지만, 고속 고온 화염에 노출될 경우 표면 연화 및 구조 붕괴로 인해 급격한 삭마가 발생할 수 있다[3,4].
기존 연구들에 따르면 무기 섬유 보강은 삭마 저항성을 향상시키는 주요 메커니즘으로서 (i) 열전달 차단, (ii) 탄화층의 기계적 지지, (iii) 연소 생성물 탈락 억제 효과를 제공하는 것으로 보고되고 있다[8,14]. 그러나 이러한 효과는 섬유의 분산 균일성과 매트릭스와의 계면 결합이 확보될 경우에만 유효하며, 섬유 응집이나 과도한 충진은 오히려 열전도 경로를 형성하여 삭마를 가속화할 수 있음이 다수의 선행 연구에서 지적되었다[10,18].
본 연구에서 SR6-4 시편은 삭마 시험 후 형성된 탄화층과 열분해층이 비교적 연속적이고 치밀한 구조를 유지하였으며, 이는 6 mm 유리섬유가 실리콘 매트릭스 내에서 균일하게 분산되어 열분해 부산물의 구조적 지지체로 작용했기 때문으로 해석된다. 이러한 거동은 Hao 등[8]이 보고한 단섬유 강화 실리콘 고무 복합재의 최적 삭마 거동과 유사한 경향을 보인다.
반면, SR6-12 및 SR12-12 시편에서는 고함량 유리섬유로 인해 국부적인 섬유 응집과 고온 용융 거동이 관찰되었으며, 이로 인해 열분해층 내부에 불연속 영역과 미세 균열이 형성되었다. Zhang 등[18]은 이러한 불연속적인 탄화층 구조가 외부 열유속 및 산화 가스의 침투를 촉진하여 삭마를 가속화한다고 보고한 바 있으며, 본 연구 결과 또한 과도한 유리섬유 첨가가 삭마 저항성을 제한하는 요인으로 작용함을 명확히 보여준다.
따라서 본 연구에서 관찰된 삭마 메커니즘은 유리섬유가 단순한 불연성 충진제가 아니라, 분산 상태와 계면 안정성에 따라 보호층 형성에 긍정적 또는 부정적으로 작용할 수 있는 이중적 역할을 수행함을 시사한다. 이는 실리콘 고무 기반 내삭마 복합재 설계 시, 섬유 표면처리, 분산 공정 제어 및 최적 함량 설정이 핵심 설계 요소임을 의미한다.
3.2.4 중량 삭마속도
SR12-4의 중량삭마속도(Rm)는 단 0.021 g/s로 가장 낮게 측정되었으며, 유리섬유에 의한 불연성 잔류물의 형성이 효과적임을 의미한다. 그러나 삭마속도(Ra)는 SR0보다 높은 값을 나타냈다. 이는 중량 삭마속도와 표면 침식 속도가 반드시 일치하지 않으며, 재료의 표면 이동 거리와 열분해 속도가 복합적으로 작용함을 시사한다. SR6-4는 중량삭마속도와 삭마속도 모두에서 균형 잡힌 우수한 성능을 보여, 6 mm 유리섬유를 4 phr로 첨가한 조성이 최적임을 확인하였다. 반면, SR12 계열은 중량 기준 내삭마 성능은 우수하나, 장섬유의 높은 열전도성과 용융 거동으로 인해 화염 경계면에서 삭마가 가속화되는 한계가 관찰되었다[16]. 이는 유리섬유의 길이와 함량이 삭마성능에 비선형적인 영향을 미치며, 과도한 보강재 첨가가 오히려 열화를 유발할 수 있음을 보여준다. 따라서 실리콘 고무 복합재 설계 시, 유리섬유의 분산 균일성, 계면 안정성, 그리고 열분해 반응 조절 능력이 성능 최적화의 핵심 변수로 작용한다.
Fig. 5는 유리섬유의 길이와 함량에 따른 실리콘 고무 복합재의 열중량분석(TGA) 결과를 효과적으로 비교할 수 있도록 재구성한 것이다. Fig. 5(a)와 (b)에 나타난 바와 같이, 유리섬유가 첨가된 모든 시편은 무충전 실리콘 고무(SR0)에 비해 현저히 높은 잔류 질량을 나타내었으며, 유리섬유의 길이와 함량 변화에 따른 열분해 개시 온도의 유의미한 차이는 관찰되지 않았다. 이는 유리섬유의 첨가가 실리콘 매트릭스의 화학적 열분해 반응을 직접적으로 억제하기보다는, 고온에서 안정한 무기 섬유가 잔류 구조를 물리적으로 지지함으로써 열산화 안정성을 향상시키는 효과에 기인함을 의미한다.
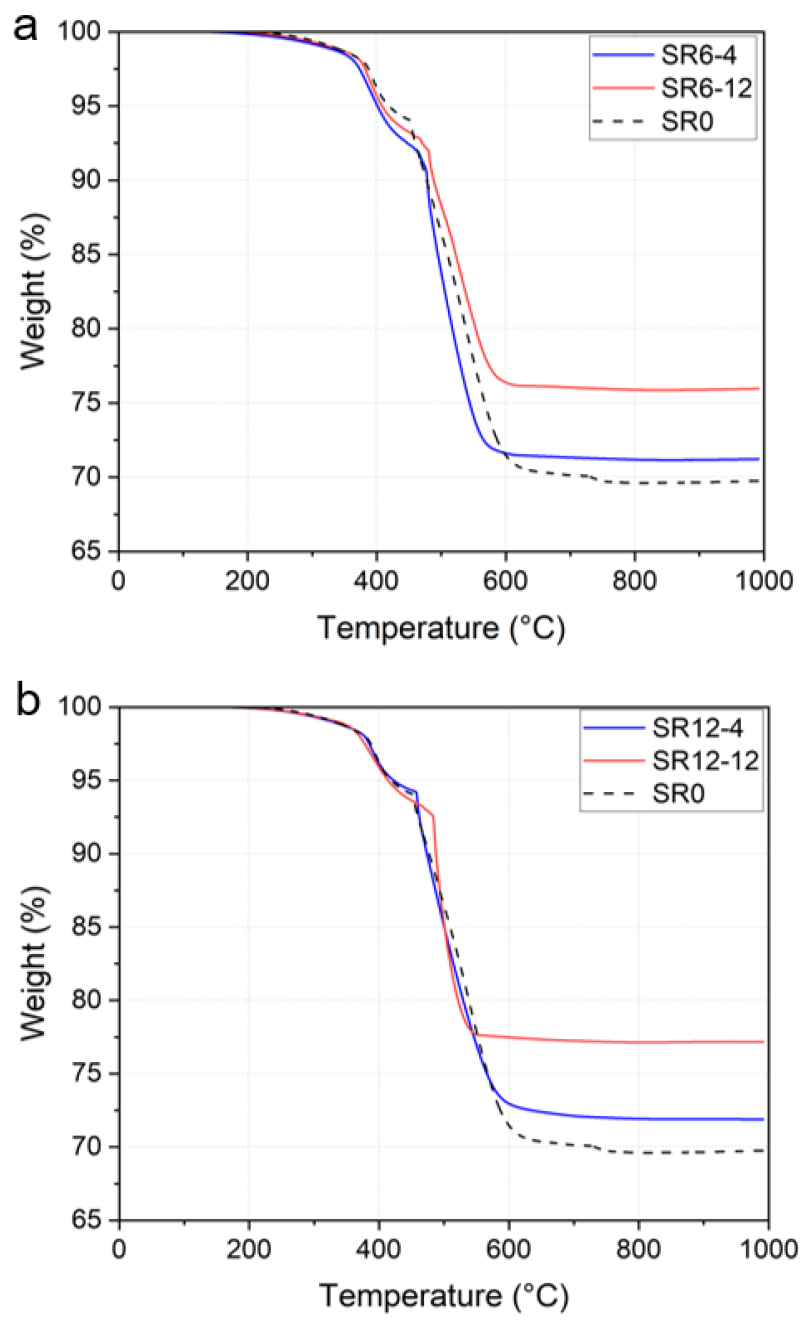
Fig. 5.
Thermogravimetric analysis (TGA) results of silicone rubber composites reinforced with glass fibers of different lengths and contents: (a) effect of fiber length at a fixed content of 4 phr, (b) effect of fiber content at a fixed fiber length of 6 mm. All glass fiber–reinforced specimens exhibit significantly higher residual mass than the unfilled silicone rubber (SR0), maintaining more than 70% residue at 1000°C.
3.2.5 SiO2-char 기반 보호층 형성 및 안정화 메커니즘
Fig. 6은 본 연구에서 관찰된 유리섬유 강화 실리콘 고무 복합재의 삭마 거동을 단계적으로 도식화한 모식도이다. 삭마 초기 단계에서는 실리콘 고무 매트릭스의 열분해로 인해 표면에서 휘발성 성분이 제거되며, 무기 잔류물과 탄소질(char) 성분이 동시에 형성된다. 이 과정에서 유리섬유는 구조적 지지체 역할을 수행하여 초기 열분해층의 붕괴를 억제한다.
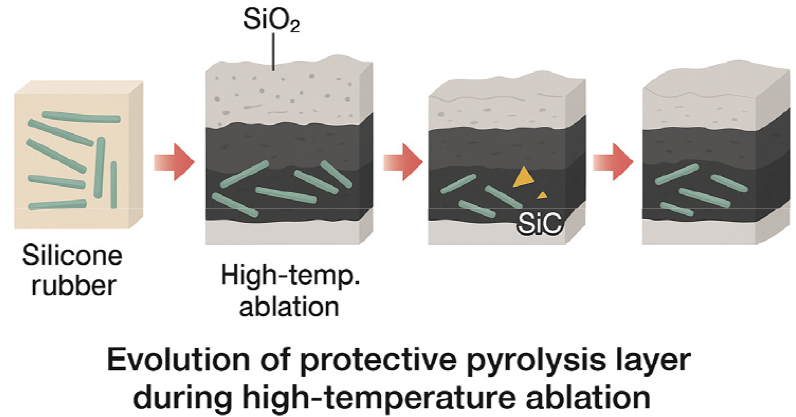
Fig. 6.
Schematic illustration of the proposed ablation mechanism and evolution of the protective pyrolysis layer in glass fiber–reinforced silicone rubber composites under high-temperature ablation conditions. The schematic depicts the sequential formation of a silica-rich (SiO2) layer and a carbonaceous char layer, followed by localized carbothermal reactions leading to partial SiC formation during the transitional stage. The final ablation resistance is governed by the continuity and structural stability of the SiO2–char–based multilayer protective structure rather than by extensive SiC formation.
삭마가 진행됨에 따라, 표면 근처에서는 실리콘 고무 및 유리섬유 기원 실리카(SiO2)가 축적되며, 하부에는 탄소질 char층이 발달한다. 이로 인해 SiO2-rich 층과 char 층으로 구성된 다층 보호 구조가 형성되며, 이는 열전달을 억제하고 산소의 확산을 제한하는 역할을 한다. 이러한 보호층의 연속성과 치밀도는 유리섬유의 길이 및 함량에 크게 의존한다.
일부 시편에서는 고온 및 제한된 산소 조건 하에서 SiO2와 char 간의 국부적인 탄소열환원 반응에 의해 SiC가 형성될 수 있다. 그러나 본 연구 결과에 따르면, 이러한 SiC 형성은 보호층 진화 과정 중 나타나는 과도적 현상으로, 삭마 저항성 향상에 직접적인 주도 인자로 작용하기보다는 고온 반응 환경의 지표로 해석된다.
최종적으로, 삭마 저항성은 SiC의 형성 여부보다는 SiO2–char 기반 보호층의 구조적 안정성과 연속성에 의해 지배된다. 특히 짧은 유리섬유가 적정 함량으로 분산된 조건에서는 보호층의 균일한 발달과 기계적 안정성이 확보되어, 가장 우수한 삭마 저항성을 나타낸다. 이러한 메커니즘 해석은 표면 및 단면 관찰 결과와 삭마속도 측정 결과와도 잘 부합한다.
3.3 열산화 안정성
실리콘 고무 복합재의 열산화 안정성은 고온 산화 환경에서 재료가 구조적 형태를 유지하며 열적 손상을 지연시키는 능력을 의미하며, 이는 추진기관용 내열 부재의 수명과 직접적으로 연관된다[16]. 기존 연구들에 따르면 실리콘 고무는 Si–O 결합에 기인하여 상대적으로 높은 열적 안정성을 가지지만, 단독으로는 고온 산화 조건에서 빠른 질량 손실과 표면 열화를 겪는 것으로 보고되고 있다[3,4].
무기 섬유 보강은 이러한 한계를 보완하는 대표적인 방법으로, Gao 등[10]과 Zhang 등[18]은 유리섬유 및 세라믹계 보강재가 고온 산화 조건에서 연소 생성물의 탈락을 억제하고 고상 잔류물의 구조적 안정성을 향상시킨다고 보고하였다. 본 연구의 Fig. 5 TGA 결과에서도 유리섬유 보강 시편들은 SR0 대비 현저히 높은 잔류 질량을 유지하였으며, 이는 유리섬유가 고온에서 연소되지 않고 물리적 지지체로 작용했기 때문으로 해석된다.
반면, 분해 개시 온도는 유리섬유 첨가 여부에 따라 큰 차이를 보이지 않았는데, 이는 유리섬유가 실리콘 매트릭스의 화학적 열분해 반응을 직접적으로 억제하지는 않음을 의미한다. 즉, 본 복합재 시스템에서 열산화 안정성 향상은 화학적 안정화 효과보다는 무기 섬유에 의한 구조적 보호 효과에 기인한 것으로 판단된다[19].
다만 고온 영역에서 유리섬유의 용융 또는 섬유 네트워크 붕괴가 발생할 경우, 보호 효과가 감소하고 열전달이 촉진될 가능성이 있다. 본 연구에서 고함량 유리섬유 시편의 삭마 성능이 저하된 점은 이러한 문헌 보고와 일관된 결과로 해석된다. 따라서 열산화 안정성 확보를 위해서는 유리섬유의 함량뿐만 아니라 분산 균일성과 고온 구조 안정성이 함께 고려되어야 한다. 또한 유리섬유의 길이, 함량, 분산 균질성은 열산화 안정성 확보에 중요한 변수로 작용한다.
3.4 열분해층
열분해층은 고온 열원에 노출된 실리콘 고무 복합재가 삭마되며 형성되는 전이층으로, 외부 열유속과 산화가스를 원형층으로부터 차단하는 보호막 역할을 한다[4]. 이 층은 주로 열분해 부산물 미세 다공성 구조, 그리고 잔류 실리카계 물질로 구성되며, 그 두께, 밀도, 연속성은 복합재의 실질적 내열 성능 및 수명에 결정적인 영향을 미친다.
3.4.1 열분해층 형성 특성
Fig. 7a에 나타낸 탄화층의 XRD 패턴에서, 유리섬유가 첨가된 시편들은 SR0 대비 비정질 SiO2 특성(2θ = 22°)이 보다 뚜렷하게 관찰되었으며, 이는 삭마 과정 중 실리카 기반 보호층이 보다 연속적으로 형성되었음을 의미한다[20,21]. SR6-4 시편의 경우 SiC에 해당하는 회절 피크(2θ = 35.6°, 62°, 73°)가 관찰되었고, SiC는 다음 Eq. (3)과 (4)에 따라 SiO2와 실리콘 Methyl기의 열탄소 환원(carbonthermal reduction) 반응을 통해생성될 수 있다.
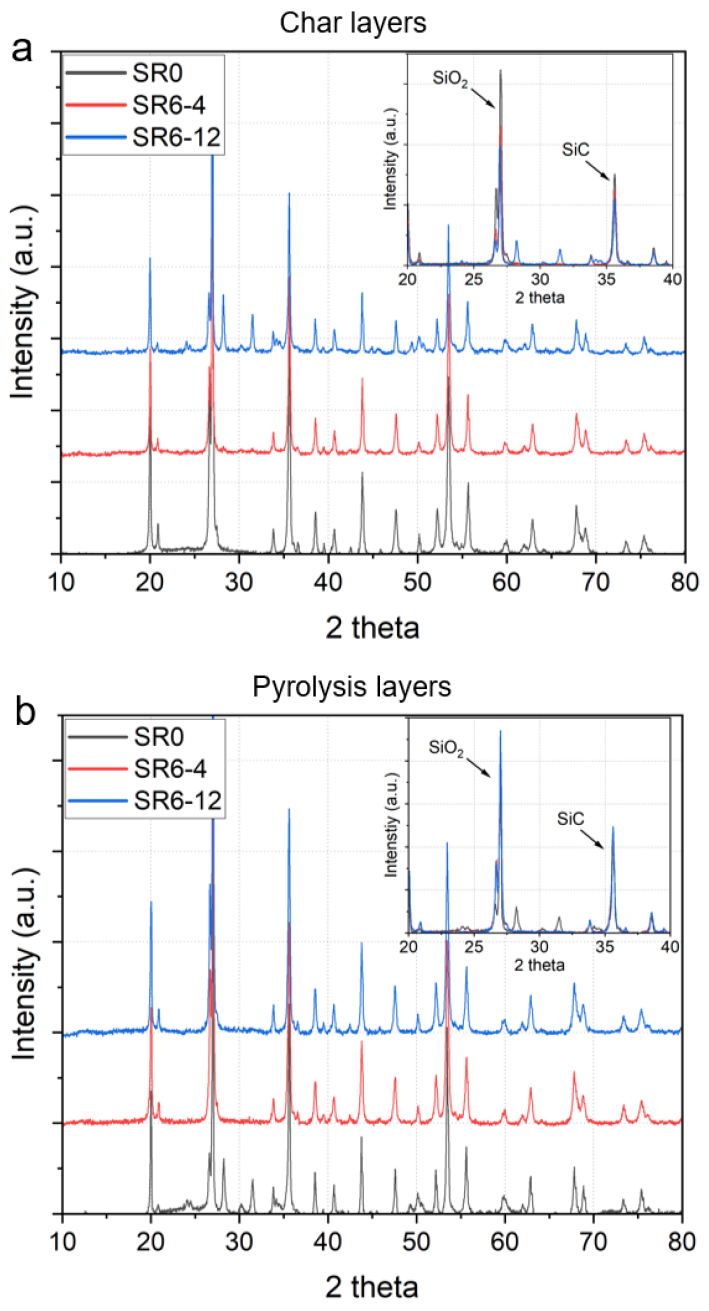
Fig. 7.
X-ray diffraction (XRD) patterns of the char and pyrolysis layers formed after the oxy-acetylene ablation test: (a) char layers and (b) pyrolysis layers of SR0, SR6-4, and SR6-12. Compared to the unfilled silicone rubber, the glass fiber–reinforced composite exhibits a more pronounced amorphous SiO2-related structure in the char layer, along with weak SiC diffraction peaks.
SiC의 형성은 보호층 형성을 하며 삭마 저항성에 일부 기여할 수 있다[22,23,24].
이러한 Fig. 7의 XRD 분석결과는 Fig. 6에 제시한 삭마 메커니즘 모식도와 잘 부합하며, 유리섬유가 균일하게 분산된 경우 SiO2-rich 탄화층의 연속성과 기계적 안정성이 확보되어 우수한 삭마 저항성이 발현됨을 확인할 수 있다.
또한 탄화층에서 산화알루미늄 함량이 증가한것으로 확인되었으나, 이는 열분 및 탄화 과정에서 실리콘 고무탄소 화합물과 유리섬유 내 산화알루미늄이 쉽게 제거되지 않고 잔류함을 의미한다. 그러나 고온 고속 삭마 조건에서는 이러한 성분이 구조적 보호 효과를 충분히 발휘하지 못하는 것으로 판단된다.
산소 아세틸렌 토치 테스트 후 실리콘 고무 복합재 SR6-4 그리고 SR6-12의 탄화층 표면형상(Fig. 8)을 분석한 결과, SR6-12는 SR0 대비 불균일한 표면과 빈 공간(cavity)이 관찰되었다. 이는 산화 환경에서 유리섬유의 연동 효과(integrating effect)가 약화되고, 실리카 및 산화알루미늄의 용융이 열 흡수에는 기여하나 내부 재료 보호에는 한계가 있음을 보여준다. 결과적으로, 유리섬유는 삭마속도를 완화하는 형상적 이점을 제공하지만, 과도한 함량은 구조적 불균일성을 유발하여 삭마 저항성을 제한할 수 있다.
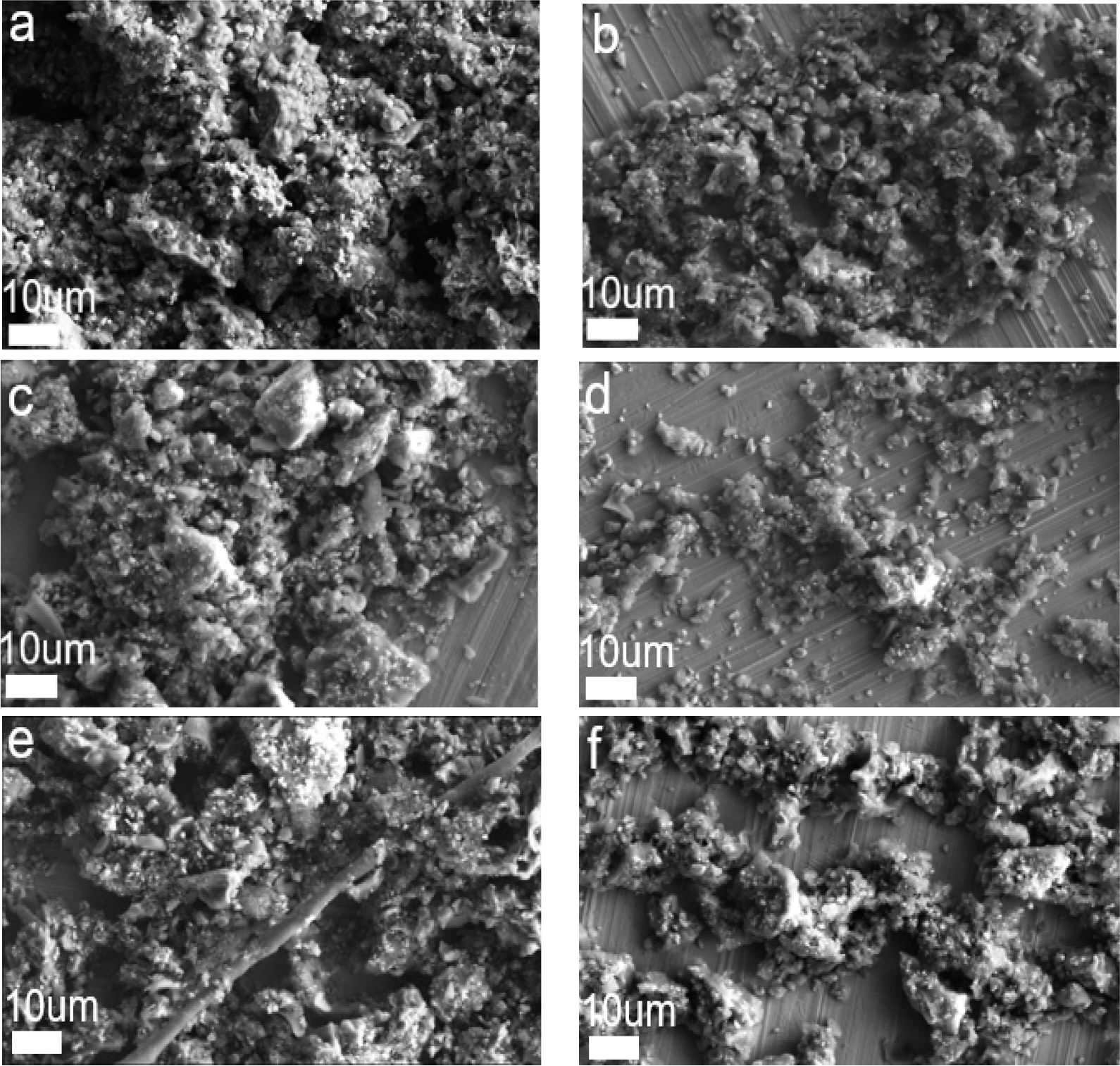
Fig. 8.
Scanning electron microscopy (SEM) micrographs for char and pyrolysis layers of silicone rubber composites after oxyacetylene torch test : (a) SR0 (Char) with porous and cracked surface, (b) SR0 (Pyrolysis) showing loose structure, (c) SR6-4 (Char) with dense fiber-matrix integration, (d) SR6-4 (Pyrolysis) exhibiting uniform pores, (e) SR6-12 (Char) with fiber agglomeration and voids, (f) SR6-12 (Pyrolysis) displaying agglomeration effects.
3.4.2 시편별 열분해층 두께 비교
Table 4에 따르면, 유리섬유 첨가 시편(SR6-4, SR6-12, SR12-4, SR12-12)은 SR0 대비 열분해층 두께가 유의미하게 증가하였다. 이는 유리섬유가 열분해 과정에서 기체 방출 경로를 차단하고, 연속적인 다공 구조 형성을 촉진하여 잔류물 축적을 강화했기 때문으로 분석된다[17]. SR6-12 및 SR12-12는 높은 유리섬유 함량으로 인해 열분해층의 밀도와 두께가 증가하였으나, 과도한 섬유 응집으로 인해 기계적 취약성이 동반되었다. 반면, SR6-4는 열분해층의 두께와 연속성 간 균형이 가장 우수하여, 최적의 내열 보호 성능을 나타냈다.
Table 4.
Thickness for three layers according to fiber length and content.
| SR0 |
SR 6-4 |
SR 6-12 |
SR 12-4 |
SR 12-12 | |
|
Virgin layer (mm) | 4.15 | 2.33 | 2.53 | 3.12 | 2.78 |
|
Pyrolysis layer (mm) | 0.22 | 0.75 | 0.54 | 0.58 | 0.65 |
|
Char layer (mm) | 1.35 | 2.56 | 2.88 | 2.59 | 2.65 |
3.4.3 유리섬유 보강에 따른 열분해층 메커니즘 해석
유리섬유는 열분해층 형성에서 다음과 같은 복합적 역할을 수행한다.
- 열전달 저지: 유리섬유의 낮은 열전도율은 열분해층 내부의 열전달을 지연시켜 내부 재료의 열화를 완화한다.
- 기계적 구조 보강: 열분해 중 발생하는 기공 확산을 억제하고 다공 구조의 붕괴를 방지하여 구조적 안정성을 유지한다.
- 탄화 유도: 섬유 표면에 열분해 부산물이 점착되어 미세 탄화막을 형성, 보호층의 연속성을 강화한다.
그러나 SR6-12 및 SR12-12와 같이 유리섬유 함량이 과도할 경우, 내부 응력 집중과 국소적 용융으로 인해 구조 파괴가 가속화될 수 있다. 이는 열분해층의 균열 또는 박리를 유발하여 보호 성능을 저하시킨다.
3.4.4 열분해층의 거시적/미시적 연계 분석
열분해층의 두께 증가는 열유속 침투 시간을 지연시켜 이론적으로 보호 성능을 향상시킬 수 있다. 그러나 과도한 두께는 열팽창 불균형으로 인한 박리(delamination), 기체 포집에 의한 내부 압력 증가, 또는 연속성 부족으로 인한 산화 가스 침투 가속과 같은 문제를 유발할 수 있다. 따라서 최적의 열분해층 설계를 위해서는 유리섬유의 함량, 길이, 분산 균일성, 표면 개질 여부가 통합적으로 고려되어야 한다. SR6-4는 열분해층의 두께와 연속성 간 최적의 균형을 보여, 내열 수명 향상에 가장 효과적인 조성임을 입증하였다.
4. 결 론
본 연구에서는 유리섬유 길이와 함량이 서로 다른 실리콘 고무 복합재를 제조하여 삭마 특성, 열산화 안정성, 열분해층 형성 거동을 종합적으로 평가하였다. 그 결과, 유리섬유 보강은 실리콘 고무 복합재의 내열 성능을 효과적으로 향상시키는 수단임이 확인되었으나, 그 효과는 섬유의 길이와 첨가량에 따라 비선형적으로 변화하였다. 특히 6 mm 유리섬유를 4 phr 첨가한 SR6-4 조성은 삭마속도, 열분해층의 연속성, 고온 잔류 질량 유지 측면에서 가장 균형 잡힌 성능을 나타냈다. 이는 단섬유가 매트릭스 내에서 균일하게 분산되어 열분해층의 구조적 안정성을 확보하는 동시에, 과도한 열전도 경로 형성을 억제했기 때문으로 해석된다. 이러한 결과는 단섬유 기반 보강이 삭마 성능 최적화에 효과적이라는 기존 연구 결과들과도 잘 부합한다[8,10,14]. 반면, 유리섬유 함량이 12 phr로 증가하거나 섬유 길이가 증가할 경우, 불연성 잔류물 형성에는 기여하였으나 섬유 응집 및 열전달 증가로 인해 표면 삭마가 가속화되는 한계가 관찰되었다. 이는 무기 보강재의 과도한 첨가가 반드시 내삭마 성능 향상으로 이어지지 않음을 보여주며, 최적 조성 영역 설정의 중요성을 강조한다. 종합적으로, 본 연구는 실리콘 고무 기반 내삭마 복합재 설계 시 핵심 제어 인자가 ‘무기 보강재의 양’이 아니라 ‘섬유의 분산 균일성, 계면 안정성, 그리고 열전달 경로 제어’임을 제시한다.
