

1. 서 론
2. 3축 브레이드 구조 분석
3. 실 험
3.1 3축 브레이드 직물 제작 및 이차원 스캔
3.2 이미지 처리
4. 결 과
4.1 이미지 처리 및 유효 이미지 크기
4.2 제작 변수가 커버 팩터에 미치는 영향
5. 결 론
1. 서 론
추진체의 경량화는 연료 효율 및 사거리 향상에 직결되는 핵심 요소이다[1]. 탄소 섬유 강화 플라스틱(Carbon Fiber Reinforced Plastics, CFRP)은 높은 비강성과 우수한 진동 안정성을 가지며, 추진체에 기존 금속 재료를 대체하여 활용되면 약 40% 정도 무게를 경량화할 수 있다[2]. 탄소 섬유를 활용하여 원통형 추진체를 제작하기 위해 주로 와인딩 공법(winding method)와 브레이딩 공법(braiding method)을 사용한다. 브레이딩 방법으로 제작된 복합재는 와인딩 복합재와 비교하여 높은 축 방향 인성(toughness)과 횡축 탄성계수 및 강도를 가지는 장점이 있다[3].
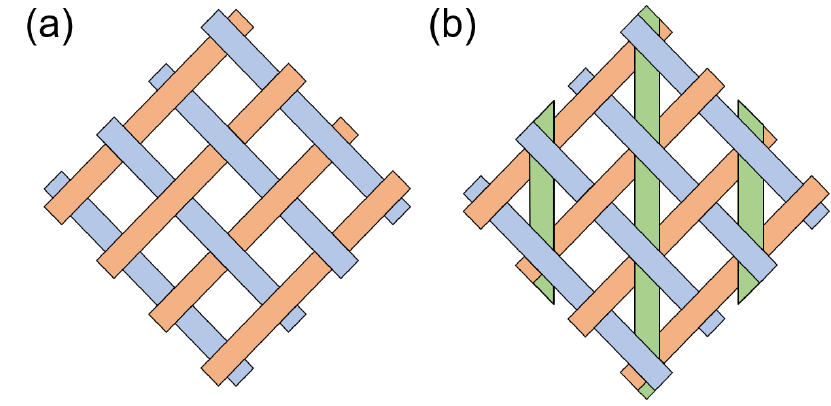
브레이딩 공법은 브레이드 각도 및 섬유의 개수 등에 따라 구조가 달라진다. 브레이드 구조는 Fig. 1의 (a), (b)와 같이 2축 브레이드 구조(biaxial braided structure)와 축 방향 섬유가 추가된 3축 브레이드 구조(triaxial braided structure)로 구분된다. 3축 브레이드 구조는 2축 브레이드 구조에 축 방향 섬유가 더해져 높은 축방향 강도와 강성을 갖는 것이 특징이다. 이러한 브레이드 구조에 따라 복합재 물성이 크게 달라지므로, 구조적 특성 분석이 필수적이다. 특히 일정 면적에서 섬유가 차지하는 비율을 의미하는 커버 팩터(cover factor)를 높일수록 복합재 물성이 향상되는 경향성이 있어 커버 팩터를 정확하게 예측하고 측정하기 위해 많은 연구가 진행되었다.
2축 및 3축 브레이드 구조의 커버 팩터는 섬유 두께, 심축(mandrel)의 지름, 브레이드 각도 등과 같은 변수를 사용하는 간단한 식을 통해 계산될 수 있다[4,5]. Heieck은 3축 브레이드 구조에서 제작 과정 중 이동하는 축 방향 섬유를 고려하여 커버 팩터 식을 개선하였으며, 커버 팩터가 높아질수록 인장 계수와 강도가 증가함을 확인하였다[6]. 이러한 커버 팩터를 예측하는 식은 다량의 브레이드 구조가 포함된 이차원(Two-Dimensional, 2D) 스캔 이미지를 활용해 검증이 이루어졌다[6,7]. 기존 연구는 이미지 내 패턴 수가 많을수록 분석의 신뢰성이 높다고 가정하여, 20개 이상의 패턴이 들어간 이미지를 사용하여 커버 팩터를 측정하였다. 그러나 실제 제작 과정에서는 섬유의 폭의 변화로 인해 이미지내 패턴 수에 따라 커버 팩터가 달라져, 이미지 크기에 따라 커버 팩터가 달라질 수 있다.
따라서 본 연구에서는 커버 팩터를 더욱 체계적으로 평가하기 위해, 3축 브레이드 직물의 유효 커버 팩터를 정확히 측정할 수 있는 적정 이미지 크기를 제안하고, 다양한 공정 변수 변화에 따른 커버 팩터 변화를 분석하였다.
2. 3축 브레이드 구조 분석
3축 브레이드 구조는 Fig. 2와 같이 기본형(basic pattern)과 변형 패턴(deformed pattern)으로 제작된다[7]. 이러한 패턴 변화는 섬유와의 간격으로 인해 결정되며 가까울 경우 변형 패턴, 거리가 멀 경우 기본 패턴으로 제작된다. 이때 패턴은 식 (1)의 값을 통해서 예측할 수 있다. 가 0보다 작으면 변형 패턴이 형성되고, 0보다 크면 기본 패턴이 형성된다.
위 식에서 𝛽는 브레이드 각도, 은 브레이드 방향 섬유의 수, 는 심축의 지름, 와 는 각각 축 방향 섬유와 브레이드 방향 섬유의 폭을 나타낸다.
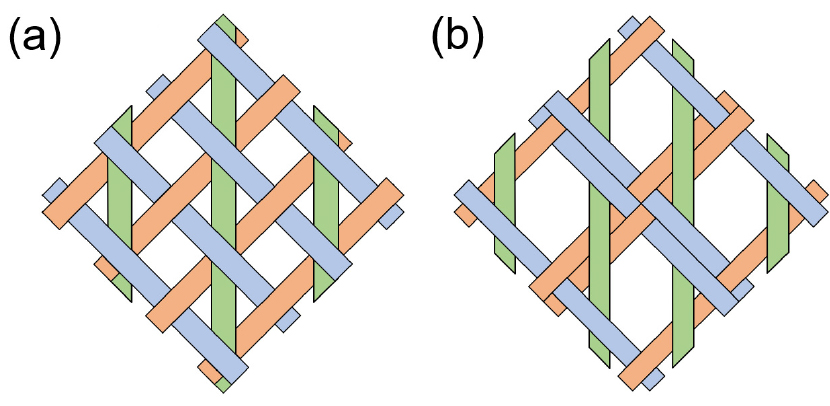
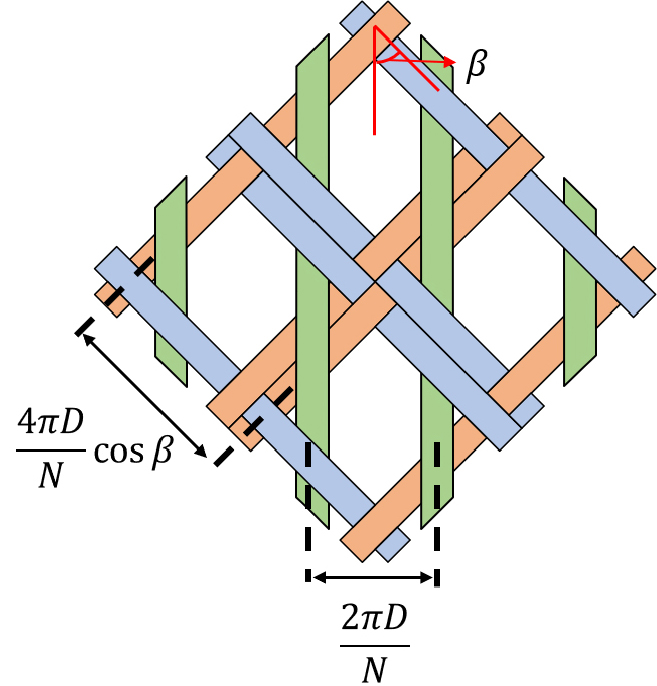
기본형 패턴에서 하늘색과 주황색인 브레이드 섬유와 초록색인 축 방향 섬유는 일정한 간격으로 배열되어 있지만, 변형된 패턴은 브레이드 섬유가 한 쌍으로 짝지어 배열되어 있다. 변형된 패턴의 구조적인 특징은 Fig. 3과 같이 나타낼 수 있다. 기본 패턴은 브레이드 섬유가 의 일정한 간격으로 배열되어 있지만, 변형된 패턴은 브레이드 방향 섬유 두 개가 한 쌍으로 놓여있어서 기본 패턴 간격의 두 배인 로 배열되어 있다. 축 방향 섬유는 두 패턴 모두 동일한 간격인 으로 배열되었다.
기본 패턴과 변형 패턴의 구조가 달라지면서 커버 팩터 또한 달라진다. 기본 패턴의 커버 팩터인 는 식 (2)를 통해서 계산할 수 있으며, 변형 패턴의 커버 팩터인 는 식 (3)을 통해서 계산할 수 있다. 이때, 식에서 와 는 각각 축 방향 섬유와 브레이드 방향 섬유의 폭을 나타낸다.
3. 실 험
3.1 3축 브레이드 직물 제작 및 이차원 스캔
3축 브레이드 직물을 제작하기 위하여 72축 브레이딩 기계(radial braiding machine, Textile For Life Co., Ltd., South Korea)를 사용하였다. 해당 장비의 36개의 브레이딩 캐리어와 18개의 축 방향 캐리어를 사용하였으며, 각 캐리어에는 탄소 섬유(T700, Toray, Japan) 보빈(bobbin)을 장착하였다. 브레이딩 공정에서는 알루미늄 재질의 심축을 사용하였고, 로봇 팔을 이용하여 일정한 속도로 심축을 이동시킴으로써 삼축 브레이딩의 브레이드 각도를 안정적으로 구현하였다. 제작된 브레이드 직물의 브레이드 각도는 30°로 설정하였고, 실험에 사용된 심축의 지름은 20 mm, 27 mm, 32 mm로 구성하였다.
제작된 원통형 3축 브레이드 직물을 평면으로 전개하는 과정에서 섬유의 미세한 이동이나 굴곡이 발생할 수 있으며, 이는 커버 팩터 측정 결과의 신뢰성을 저하할 수 있다. 이러한 영향을 최소화하기 위해 다음과 같이 제작하였다.
평면 전개 시 왜곡으로 인한 섬유의 굴곡을 최소화하기 위하여 심축에 단일 레이어만을 제작하였다. 이후, 섬유의 움직임을 최소화하기 위하여 직물 외곽을 테이프로 고정한 뒤 축 방향으로 절단하였다. 절단된 시편은 평면 형태로 펼친 뒤, 빛을 배면에서 조사하여 그림자를 최소화한 상태로 스캔 이미지를 획득하였다. 이러한 공정을 통해 확보된 고해상도 평면 이미지를 기반으로 삼축 브레이딩 직물의 커버 팩터에 대한 정량적 분석을 수행하였다.
3.2 이미지 처리
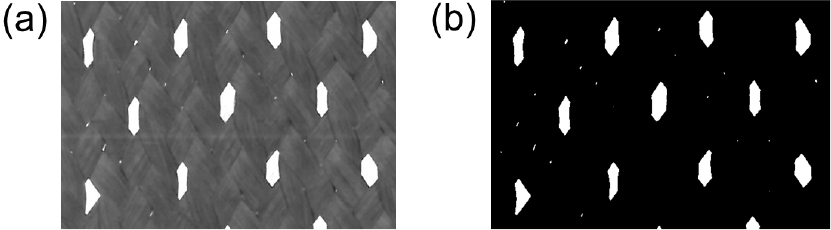
브레이드 직물의 커버 팩터를 측정하기 위해서 사용 프로그램인 Matlab(Matrix Laboratory 2023, Mathworks, USA)을 활용하였다. Fig. 4와 같이 가로 1771 픽셀, 세로 1200 픽셀의 해상도로 스캔된 2D 이미지를 섬유와 빈 영역으로 구분하기 위해 이진화 과정을 적용하여 이진 이미지(binary image)를 획득하였다. 이진 이미지로 변환할 때 임계값(threshold value)는 섬유와 빈 영역이 잘 구분되는 값으로 조절하여 진행하였다. 이진 이미지를 기반으로 전체 이미지 픽셀에서 섬유 영역에 해당하는 이미지 픽셀의 비율을 계산하여 커버 팩터를 구하였다.
유효 이미지의 크기를 결정하기 위해, 스캔된 이미지에서 일정한 크기로 이미지를 추출하였다. 이때, Table 1에서 제시된 단위길이(unit length)를 기준으로 하였다. 가로 방향의 단위길이를 두 패턴에서 동일한 축 방향 섬유 중심 간 거리인 으로 정하였다. 한편, 세로 방향 단위길이는 브레이드 각도 30°를 고려하여 로 설정하였다. 이때, 는 심축의 지름으로 패턴 제작을 위해 사용한 심축의 지름이다. 이후, 설정된 가로 · 세로 최소 단위에 정수배()를 적용함으로써 각 심축 지름에 대해 일관성 있는 이미지 크기를 확보하였다. 설정된 크기에 맞추어 스캔된 원본 이미지에서 무작위로 이미지를 추출하였으며, 추출된 이미지는 이미지 처리 기법을 통해 커버 팩터를 계산하였다.
4. 결 과
4.1 이미지 처리 및 유효 이미지 크기
이미지 크기에 따른 커버 팩터를 이미지 처리를 통해 구할 수 있었다. Fig. 5는 단위길이의 정수배(=1, 2, 3, 4, 5 )에 대한 커버 팩터의 평균값과 표준 편차를 나타낸다. 모든 시편에서 이 커질수록 평균값이 점차 일정해졌고, 표준 편차 역시 감소하였다. 이는 이미지 크기가 커질수록 더 많은 단위격자를 포함하게 되어, 섬유 폭 및 위치 변화에 따른 커버 팩터의 편차가 상대적으로 줄어들기 때문이다.
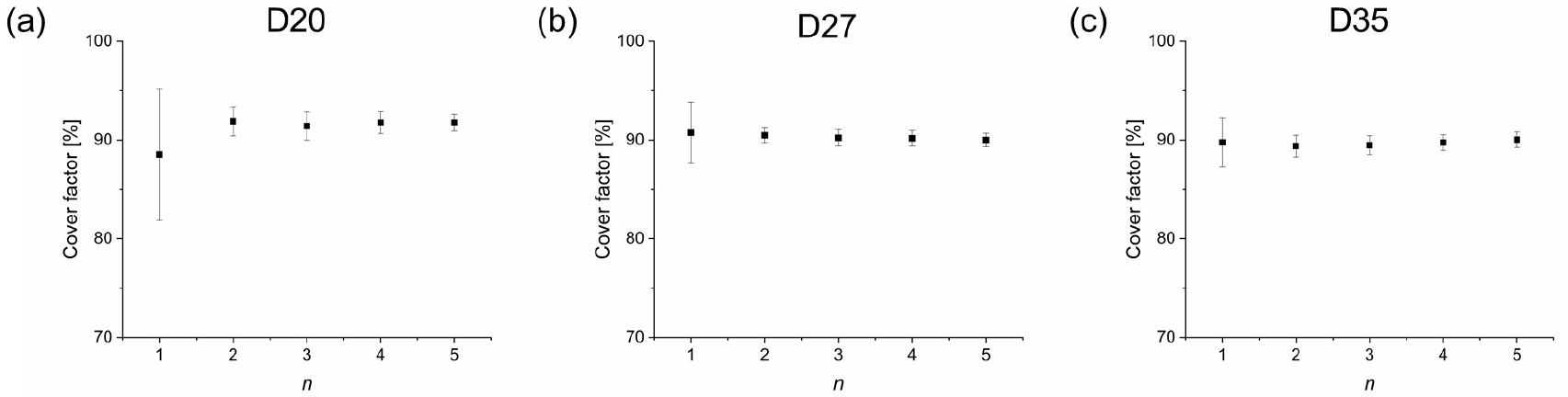
실험 결과, 모든 시편에서 단위길이의 2배일 때의 평균값과 단위길이의 5배일 때의 평균값 사이의 차이는 1% 미만임을 확인하였다. 이 1에서 2로 증가할 때, 표준 편차가 크게 감소하였고, 이 5 이상일 때 표준 편차가 1% 미만으로 떨어지는 경향을 보였다. 유효 커버 팩터를 얻기 위해서는 단위길이의 5배 이상 되는 영역에서 이미지를 취득해야 함을 알 수 있다.
Table 2는 스캔 이미지와 식 (2), (3)를 통해 계산된 커버 팩터를 비교한 결과이다 심축 지름이 20, 27 mm인 시편들은 변형 패턴으로 형성되어 식 (2)를 사용하였고, 32 mm는 기본 패턴이므로 식 (1)을 적용하였다. 심축 지름이 20 mm와 27 mm 시편은 이미지 크기가 커지면서 표준 편차와 식을 통해 계산된 값의 차이가 모두 줄어들었다. 32 mm 시편에서는 표준 편차가 감소했으나 식으로 계산된 커버 팩터와의 차이가 근소하게 늘어났다. 모든 경우에 대해서 단위길이의 5배인 구간에서 얻은 커버 팩터가 식으로 계산된 값과의 차이가 1% 미만임을 확인하였다.
Table 2.
Cover factor obtained from the scanned image and equations.
| Mandrel diameter | Cover factor[%] | ||
| =1 | =5 | Equation | |
| 20 mm | 88.5 ± 6.7 | 91.8 ± 0.8 | 91.4 |
| 27 mm | 90.7 ± 3.1 | 90.0 ± 0.7 | 88.7 |
| 32 mm | 89.7 ± 2.5 | 90.0 ± 0.8 | 89.4 |
4.2 제작 변수가 커버 팩터에 미치는 영향
Fig. 6은 커버 팩터 판별식 (1)과 커버 팩터 계산식 (2), (3)을 이용하여 심축 지름 및 브레이드 각도 변화에 따른 커버 팩터 변화를 나타낸 것이다. 이때, 커버 팩터 판별식이 양수일 때에는 기본 패턴의 커버 팩터 계산식인 (2)를 사용하였고, 음수일 때에는 변형 패턴의 커버 팩터 계산식 (3)을 사용하였다. (a)에서 브레이드 각도 30°를 고정한 후, 심축의 지름 20~35 mm에서 커버 팩터 변화를 나타내었다. 심축의 지름이 작을 때는 변형 패턴이 형성되었다가 지름이 커지면서 기본 패턴으로 전환되는 양상을 보였다. 전반적으로 지름이 증가할수록 커버 팩터가 감소하는 경향을 나타냈지만, 약 27 mm 부근에서 패턴 변화가 발생하며 커버 팩터가 크게 증가하였다. (b)는 브레이드 각도를 60°로 고정하고 심축 지름을 30~50 mm에서 커버 팩터 변화를 나타낸 그래프이다. 전반적인 경향은 (a)와 유사하나, 브레이드 각도가 증가함에 따라 지름 변화에 따른 커버 팩터 변화가 줄어들었다. 마찬가지로 패턴이 변화되는 지점에서 커버 팩터가 크게 증가하였다. (c)에서 심축 지름을 30 mm로 고정한 상태에서 브레이드 각도 30~50°에서의 커버 팩터 변화를 나타내었다. 브레이드 각도가 증가하면서 커버 팩터도 함께 증가하지만 40° 부근에서 변형 패턴으로 변화하면서 커버 팩터가 5% 정도 줄어듦을 확인하였다. 이후에 변형 패턴 내에서 브레이드 각도가 커지면서 커버 팩터는 증가하였다. 종합적으로, 커버 팩터는 심축의 지름이 감소하거나 브레이드 각도가 증가할수록 커지는 경향이 나타났다. 또한 변형 패턴에서 기본 패턴으로 바뀌는 지점에서 커버 팩터가 크게 증가하였다.
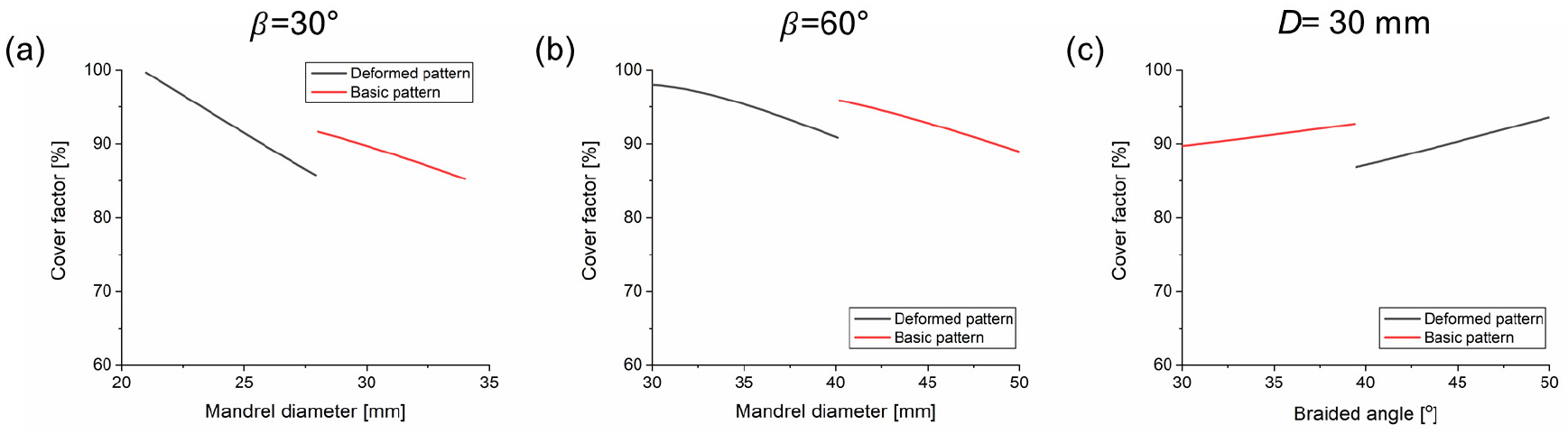
브레이드 직물의 커버 팩터가 증가할수록 브레이드 복합재의 강도와 강성은 향상되는 경향을 보인다[6,7]. 따라서 높은 커버 팩터를 확보하기 위해서 심축의 지름을 감소시키거나 브레이드 각도를 증가시킬 수 있으며, 이를 통해 우수한 강도와 강성을 가지는 복합재 제작이 가능하다. 그러나 본 연구 결과에서 확인된 바와 같이, 커버 팩터를 단순히 증가시키는 방향의 설계는 패턴 변형을 유발할 수 있으며, 이 경우 오히려 커버 팩터가 급격히 감소하게 된다. 따라서 브레이드 복합재의 설계 시에는 커버 팩터와 함께 패턴 변화를 종합적으로 고려하는 것이 필수적이다. 본 연구 결과는 이러한 패턴 변화 구간에서의 커버 팩터를 정량적으로 예측함으로써, 최대 커버 팩터를 가지는 브레이드 직물 설계에 활용될 수 있다.
5. 결 론
본 연구에서는 브레이드 직물의 유효 커버 팩터를 얻을 수 있는 유효 이미지 크기 도출을 위해 이미지 크기별 커버 팩터 값을 비교하였으며, 커버 팩터 식을 통해 변수에 따른 커버 팩터 변화를 분석하였다. 이를 통해 도출한 결과는 다음과 같다.
(1) 이미지 크기가 커질수록 커버 팩터의 표준 편차는 줄어들었으며, 표준 편차가 1% 미만인 지점은 이 5일 경우였다.
(2) 이미지 크기가 커질수록 커버 팩터의 변화는 줄어들었으며, 식으로 계산된 커버 팩터와 1% 미만의 오차를 가졌다.
(3) 커버 팩터는 지름이 감소하거나 브레이드 각도가 증가할수록 커졌다.
(4) 기본 패턴에서 커버 팩터가 증가하는 방향으로 변수를 조절하면, 변형 패턴이 발생하게 되고 이 지점에서 커버 팩터가 크게 감소하였다.
본 연구를 통해서 분석된 결과를 통해 브레이드 프리폼에서 커버 팩터를 얻기 위한 시편 크기를 결정할 수 있으며, 변수 변화에 따른 커버 팩터 변화를 예측에 활용할 수 있다.
