

1. 서 론
회전익 항공기의 동력전달장치에서 기어는 고속회전, 고진동, 고하중이 동시에 작용하는 환경에서 작동하며, 베어링 및 하우징을 통해 회전과 지지가 이루어진다. 또한 기어는 잇수비를 이용하여 회전속도를 변환함으로써, 항공기에서 요구되는 속도와 동력을 전달하는 핵심 구성품 이다.
동력전달장치의 주요구성품인 기어의 신뢰성과 안전성을 확보하기 위해서는 기어의 수명 평가가 매우 중요하다.
Salma[1]는 DIC를 이용하여, 스퍼기어의 전단응력 분포(shear stress distribution)를 평가하였으며, Francesca [2]는 얇은 두께(thin rim)의 형태를 가진 스퍼기어의 파손경로(crack path)를 예측하였다.
하지만 기존연구들은 주로 표준기어나 단순화된 모델에 국한되어, 실제 항공기 기어의 복잡한 형상과 고하중 조건에서의 변형 거동을 정밀하게 모사하기에는 한계가 있었다.
기어의 수명 입증을 위해서는 굽힘강도, 치면강도 이외에도 마모, 진동 및 윤활 등 다양한 평가를 수행한다. 특히 본 연구에서는 기어 치의 파손에 직접적인 영향을 주는 굽힘강도에 대한 해석 및 시험평가를 수행하였다.
본 연구에서는 기존의 점(point) 단위 측정방식인 스트레인 게이지의 한계를 극복하기 위해 실제 항공기에 장착될 기어를 이용하여, 해석 평가 결과와 영상 패턴 변화를 분석해 변형과 변형률을 측정하는 비접촉 광학기술인 DIC 데이터를 비교분석 하였다.
이를 통해 실제 치형의 전 영역에 대한 변형 분포를 가시화 하고 해석 모델의 정밀도를 정량적으로 검증함으로써 연구의 독창성을 확보하였다.
2. 기어 및 시험준비
기어는 AGB(Accessory Gear Box) 내에 위치한 평기어를 이용하여 굽힘강도에 대한 정적시험과 피로시험을 수행하였으며 기어 제원은 Table 1과 같다.
Table 1.
Gear geometry.
| External spur gear | |
| Number of teeth | 61 |
| Normal module | 2.54 |
| Normal pressure angle | 22° 30° |
| Pitch diameter | 154.94 mm |
| Material | AISI9310 |
기어의 굽힘강도 정적시험은 기어 치에 서서히 증가하는 굽힘하중을 인가하여 기어 치에 대한 극한강도를 획득하는 것이 목적이다. 기어의 굽힘강도 피로시험은 기어 치에 일정 진폭하중 시험을 통해 피로물성인 S-N 선도를 획득하는 것이 주 목적이며 이를 이용하여 기어 치의 굽힘강도 피로수명을 산출하고자 한다.
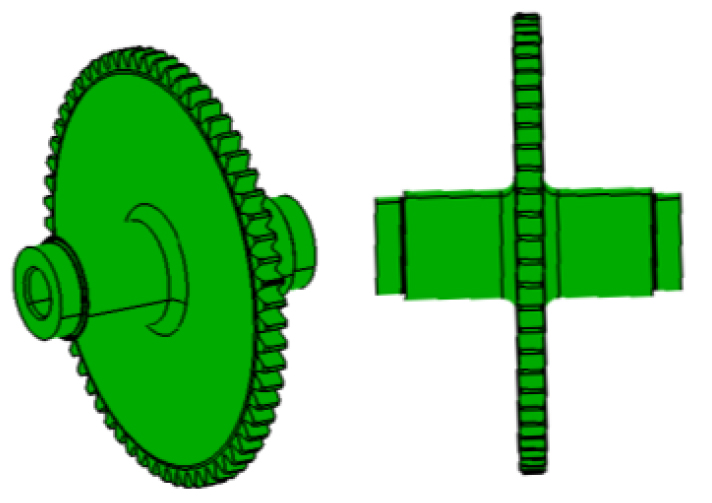
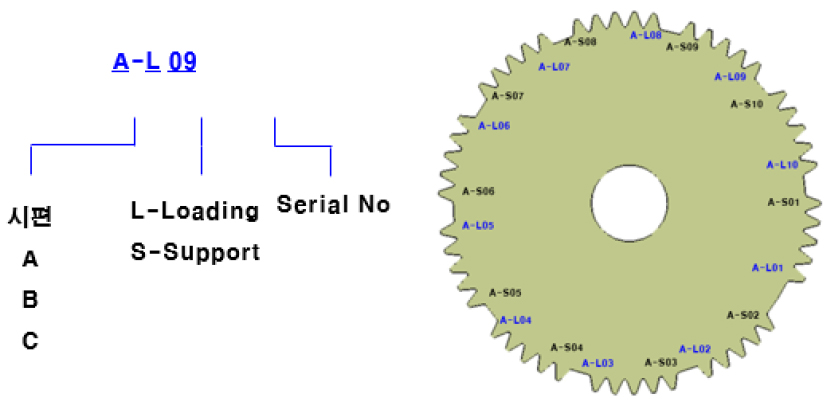
시험 평가를 수행하기 위하여 3개의 기어가 사용되었다. 시험에 적용된 기어는 시험을 위하여 축 형상이 단순화 되었으나 기어의 재질을 동일하게 유지하였으며 열처리, 표면처리 등도 실제형상과 동일하게 적용되었다. 기어 하나 당 총 10번의 시험을 수행할 수 있도록 시험체를 구성하였으며 사전 해석을 통해서 시험 대상 기어 치가 다른 시험에 영향을 받지 않음을 확인하였다. 또한, 시험 치구와의 간섭을 피하기 위하여 일부 기어를 절단하였다. 정적시험에 적용된 기어 치는 4EA, 피로시험에는 20EA(4EA X 5번 하중)이다. 시험체 형상은 Fig. 1과 Fig. 2 와 같다.
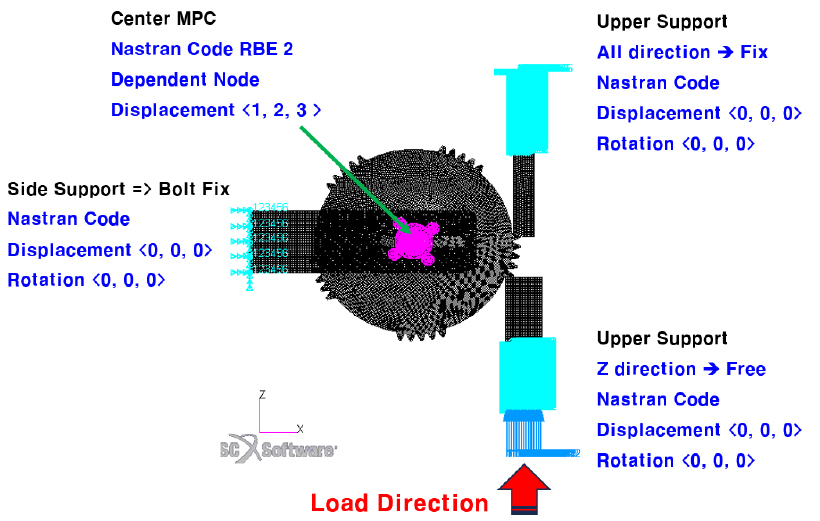
본 시험치구는 기어와 시험장비를 제외한 3가지로(upper support, lower support, side support) 구성되었다.
이는 실제시험 시 발생할수 있는 치구의 변형을 최소화하고, 기어의 치면(tooth)에 전달되는 하중의 정확성을 검증하기 위함이다.
시험환경을 수치적으로 구현하기 위한 경계조건과 각 치구별 주요 설계에 따른 구조적 거동 분석 결과는 Fig. 3, Fig. 4와 같다.
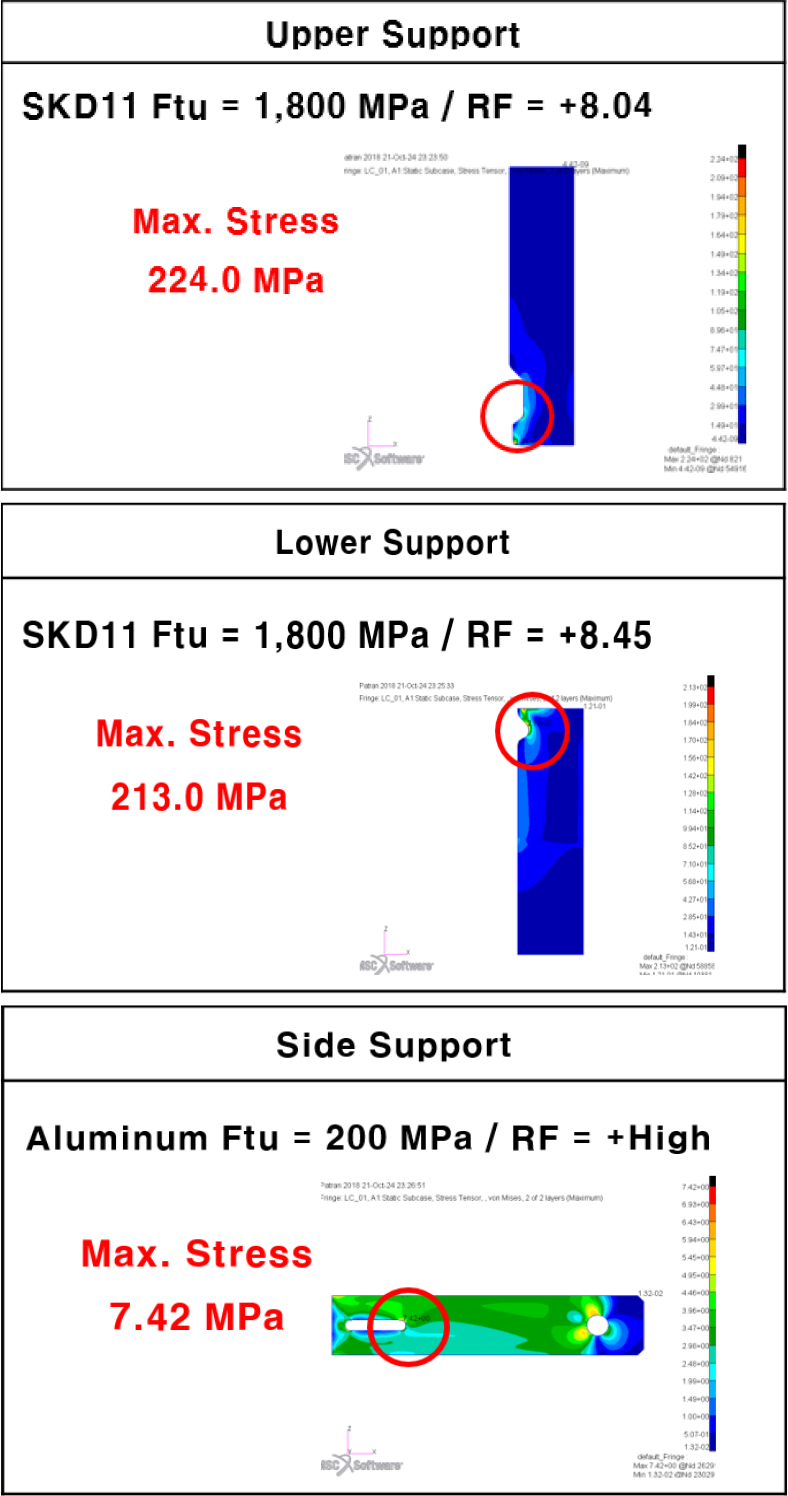
시험치구는 안전강도와 강성을 가지도록 설계되었으며, 하중이 시험치구가 아닌 기어부에 모든 하중이 부가될수 있도록 최대 부가하중 기준 4.5 이상의 정적 강도 안전율을 가지도록 설계되었다.
3. 시험장비 및 하중정의
하중은 엑츄에이터(actuator)를 이용하여 기어에 직접 부가하며 시험체의 치구에 장착전 Pre-load 가 발생하지 않도록 점검하였고, 사용한 하중 부가장치와, 하중제어장치는 Table 2, Fig. 5, 6과 같다.
Table 2.
Test equipment.
| No | Equipment | Model | Blank |
| 1 |
Actuator 2.5 Ton |
MTS 810 |
300 Hz for fatigue test |
| 2 |
Actuator 10.0 Ton |
MTS 370 |
15 Hz for fatigue and static test |


정적강도 시험은, DIC(Digital Image Correlation) 장비를 적용하여 치굽힘에 의한 치뿌리의 변형률을 측정하였다.
입력하중을 확인하기 위해 40% DLL(Design Limit Load)에 대한 변형률 개관시험을 수행하였다. 변형률 개관시험을 수행하여 시험체와 치구의 장착상태를 확인하였으며 예측한 변형률과의 비교를 수행하였다.
피로 하중 조건은 AGMA Grade2 허용 응력 및 피로곡선을 기준으로 설정하였다.
총 5개 수준의 하중지점(load point)을 선정하였으며, 각 하중 조건에서 누적 손상지수(cumulative damage index) 가 1에 도달하여 파손이 발생하는 Cycle 수를 산출하였다.
그 구체적인 하중 및 Cycle 값은 Table 3과 같다.
Table 3.
Load case for static and fatigue.
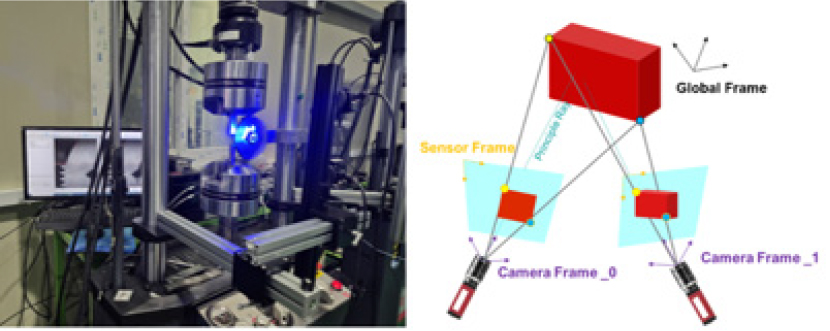
DIC 시험의 원리는 기어의 표면에 특수 페인트를 도포한 후, 2개의 특수 카메라가 페인트의 포인트를 추적하여, 상대변위를 변형률로 측정하는 방법으로 DIC 장비 장착 개념 및 설비는 Fig. 7과 같다.
시험준비 과정은 Fig. 8에 제시한 바와 같으며 본 시험에 사용된 장비의 배치, 시험체의 고정상태, 치구의 장착 및 하중인가 장치의 정렬상태를 시험수행 전 검토하였다.
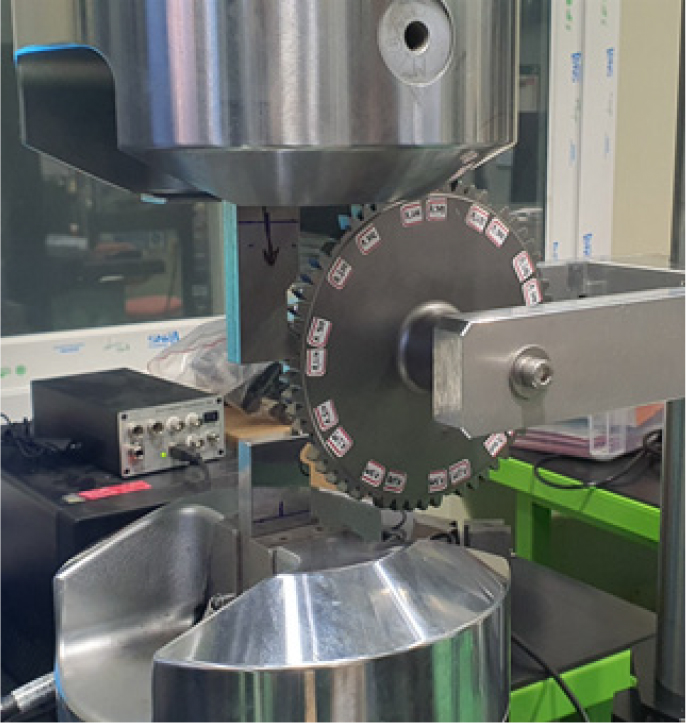
상부 엑츄에이터에 Upper Support를 장착하고, 하부에 Lower Support를 설치하였다.
기어는 Side Support 치구에 고정하였으며, 하중 부여의 위치는 기어의 HPSTC(Highest Point of Single Contact Tooth Contact)에 부가하였다.
4. 시험결과 분석
기어 치 정적시험은 기어 치 굽힘 정적강도를 획득하기 위하여 수행되었다. 150% DLL 시험 수행 중 정적시편 #1, 시편 #2에서 DIC 계측결과 비선형 현상이 발생되었으나 MPI(Magnetic Particle Inspection) 검사 결과 이상이 없음을 확인하였다. 시편 #3, 시편 #4 에서는 DIC 결과 비선형 현상이 발생되지 않았으며, MPI Test 결과 이상이 없음을 확인하였다.
FEM 해석은 상용 유한요소 해석 프로그램인 ANSYS를 이용하여 수행하였으며 기어의 실제 굽힘강도 정적시험 조건을 최대한 모사하도록 경계조건과 하중조건을 정의하였다.
해석에 사용된 경계조건 및 하중조건의 개략도는 Fig. 9에 나타내었다. 기어 축 방향 변위를 제한하기 위하여 기어 내경부는 모든 자유도에 대해 완전고정(fixed support) 조건을 부여하였으며, 이는 실제 시험 시 고정 지그에 의해 구속되는 상태를 반영한 것이다.
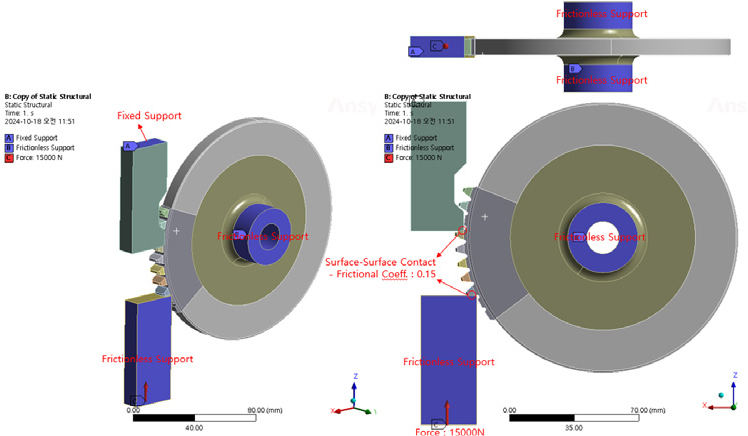
하중은 단일 치면에 작용하도록 설정하였으며 치폭 중앙부에 정하중을 인가하여 기어 치뿌리부에 최대 굽힘응력이 발생하도록 하였다. 하중의 크기는 실제 굽힘강도 정적시험에서 사용되는 시험 하중조건을 기준으로 설정하였다. 또한 접촉부의 국부 집중 현상을 정확히 예측하기 위해 하중 작용 부근과 치뿌리에 국부적으로 미세한 요소망을 적용하였으며 전체 모델은 3차원 사면체 요소로 구성하였다.
본 해석을 통해 기어 치뿌리 에서 최대 굽힘응력 분포 및 변형 거동을 예측하고, 이를 실제 밴딩 시험결과와 비교검증하는데 활용하였다.
ANSYS를 이용하여 설정된 경계조건 및 하중 조건을 기반으로 유한요소 해석을 수행한 결과 기어의 심부에서 최대 변형률이 3,770 με로 Root 부는 4,238 με로 나타났으며 변형률 분포 결과는 Fig. 10과 같다.
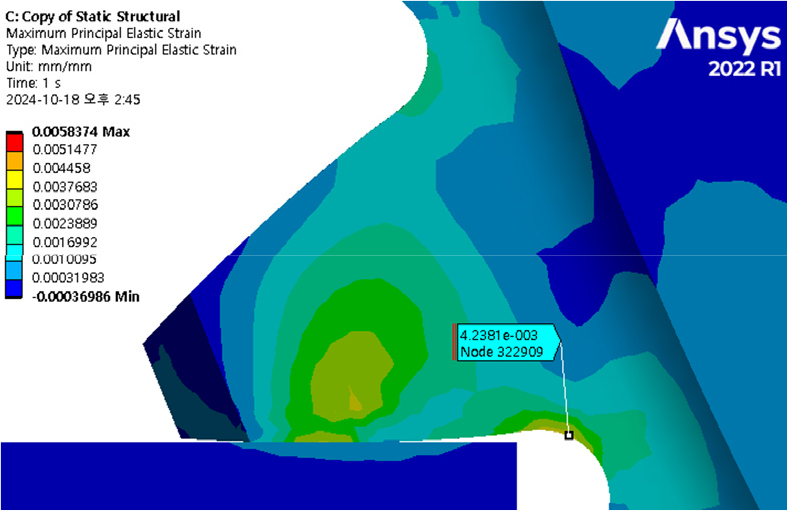
변형률을 하중이 직접 작용하는 치면에서 최대값이 나타났으며, 특히 치뿌리부 필렛(fillet) 영역과 기어의 심부에서 국부적인 응력 및 변형 집중현상이 관찰되었다. 이는 기어 굽힘 파손이 주로 치뿌리에서 발생한다는 기존 이론 및 선행 연구 결과와도 잘 일치하는 경향을 보인다.
40% 개관시험 이후 제한하중 100%와 극한하중 150%를 부가하여 정적강도 시험 준비를 위해 입력 Command 하중과 Feedback 비교를 수행하여 1% 내외의 편차로 높은 신뢰를 보였으며, 시험 준비 결과는 Table 4와 같다.
Table 4.
Comparison command load vs. Feedback.
기어의 치뿌리부 거동을 시험적으로 검증하기 위하여 DIC 기법을 적용하여 시험을 수행하였다. 시험 준비 과정에서 기어의 표면에 무작위 스페클(spackle) 패턴을 형성한 후, 하중 인가 전후의 이미지를 고속 카메라로 촬영하여 변형률 분포를 실시간으로 계측하였다. DIC 로부터 획득한 변형률 분포는 Fig. 11과 같다.
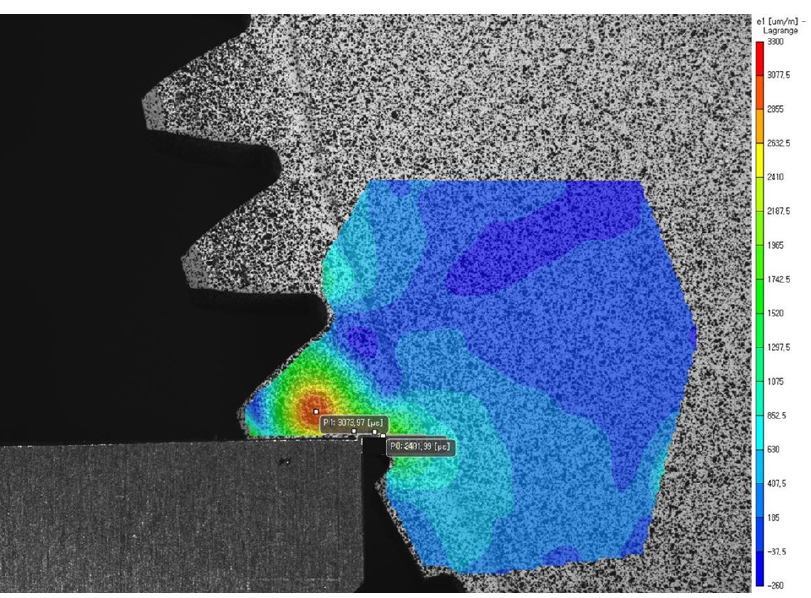
시험결과 변형률은 하중이 작용하는 치면으로부터 치뿌리 방향으로 증가하는 경향을 보였으며, 특히 치뿌리 필렛부와 하중이 작용하는 기어의 심부에서 최대 변형률이 집중적으로 발생함을 확인할 수 있었다.
이는 유한요소 해석 결과에서 예측된 최대 변형률 위치와도 유사한 결과이며 최대 변형률은 3,447 με, 3,427 με 로 측정되었으며 하중 증가에 따라 선형적으로 증가하는 거동을 나타내었다.
또한 DIC 기반 변형률 분포는 국부적인 변형 집중영역을 명확하게 시각화할 수 있으며, 형상에 제한이 거의 없어 기존의 스트레인 게이지 방식에 비해 기어 치뿌리부 전체의 변형 및 거동을 정량적으로 평가할 수 있는 장점을 보였다.
5. 결 론
FEM과 DIC 간의 비교를 위해, 실제 제작된 치공구 및 하중방향을 고려하여 경계조건과 하중 조건을 동일하게 설정하였으며 해석결과 심부에서 변형률은 3,770 με 이며 Root 부는 4,238 με 이었다.
DIC 장비를 이용하여 측정한 결과 Root 부는 치구의 Setting 오차(기어의 Crowning 비 적용)가 발생하여 비교가 힘들었으며, 심부에서 시편 #3과, 시편#4는 각각 3,440과, 3,427으로 DIC strain 측정값과 차이는 약 9.1%로 시험 결과 값은 유의미하였다.
기어 치 피로시험은 기어 치 굽힘 피로강도를 획득하기 위하여 각 하중별 Cycle 로 수행되었으며, MPI 검사결과 손상이 없었다.
다음 연구에서는 하중 위치를 보정할수 있도록 치구를 수정 및 보완 후, 추가시험을 통해 해당 소재의 S-N Curve 를 생성할 예정이며, 이를 통해, 항공기용 기어 설계시 정하중 및 피로하중 수명을 평가하는데 활용될 것이다.
