

1. 서 론
2. 본 론
2.1 수명제한부품의 파손으로 인한 항공사고 사례
2.2 감항기준 기반 수명제한부품 제조공정 확정 관리의 필요성
3. 제조공정 확정 관리를 위한 제언
3.1 핵심 공정변수의 통제 및 제조공정 표준화
3.2 설계 의도 입증
3.3 엔지니어링 승인 공급망 기반 제조공정 확정 관리 및 유지
4. 결 론
1. 서 론
항공엔진은 고온, 고압, 고속 회전의 극한 운용조건 아래에서 작동하며, 이로 인해 구성품의 미세한 결함조차 치명적인 사고로 이어질 수 있다. 특히 항공기 운항 중에 발생한 엔진 파손은 인명 피해 및 항공기 손실뿐만 아니라 항공사 운영 전반에 걸쳐 막대한 영향을 미친다. 이러한 고위험 항공엔진 시스템의 감항성을 확보하기 위해 각국의 감항기관은 설계 및 시험 기반의 인증체계를 수립해 왔다[1,2,3,4].
단수명 미사일 추진체와 달리, 장수명 항공엔진은 개별 엔진이 수천에서 수만 시간 사용되며, 동일 모델 전체의 누적 운용 시간은 군용 엔진의 경우 수백만에서 수천만 시간, 민간 엔진의 경우 수천만에서 수억 시간에 달한다[5,6]. 이처럼 장기간 운용되는 항공엔진은 설계에서 의도된 성능과 특성을 오랜기간 동안 변함없이 구현해야 하며, 이를 위해서는 단순한 설계 및 시험 기반의 입증만으로는 부족하다. 수명제한부품(Life-Limited Parts, LLP)은 재료의 내재적 결함이나 제조공정상의 변동으로 인해 발생한 균열이 피로 균열의 시작점으로 작용한다. 이러한 결함이 존재한 상태에서 반복적인 기계적 하중과 열 환경에 장기간 노출되면 피로 파괴가 진행되며, 결국 구조적 파손으로 이어진 사례가 다수 보고되고 있다[7,8,9,10]. 이러한 점은 항공엔진의 장기간 감항성을 보장하기 위해 제조 단계에서 일관된 특성을 지속적으로 재현할 수 있는 관리 체계가 필수적임을 보여준다. 이에 따라 각국 감항기관은 수명제한부품에 대해 설계 단계에서부터 수명 한계를 설정하고, 해당 수명을 보장할 수 있도록 제조 및 운용 전반에 걸쳐 관리할 것을 요구하고 있으며, 이러한 요구의 핵심에는 제조공정 확정 관리 시스템이 자리하고 있다[1,2].
지금까지 국내에서는 항공엔진 제조와 관련된 기술적 발전과 개별 공정개선에 주로 중점을 두어 왔다. 그러나 장수명 항공엔진의 신뢰성과 안전성을 확보하기 위해서는 이러한 기술적 축적만으로는 충분하지 않으며, 제조공정을 체계적으로 확정·관리할 수 있는 시스템적 기반을 갖추는 것이 필수적이다.
본 논문에서는 대표적인 항공엔진 사고 사례를 통해 수명제한부품의 감항기준 제정 배경을 살펴보고, 민간 및 군용 감항기준에서 요구하는 제조공정 확정 관리의 개념과 그 기술적 근거를 분석한다. 이를 바탕으로 설계와 시험뿐만 아니라 제조공정 기반의 감항성 확보가 항공엔진 시스템의 구조적 건전성과 안전성을 유지에 있어 핵심적 요소임을 논증하고, 향후 제조공정 확정 관리를 위한 방안을 제언하고자 한다.
2. 본 론
2.1 수명제한부품의 파손으로 인한 항공사고 사례
수명제한부품은 항공엔진 내에서 일정 수명의 범위 내에서만 사용이 허용되는 핵심 부품으로, 파손 시 엔진의 구조 건전성과 감항성을 심각하게 훼손할 수 있다. 일반적으로 디스크, 샤프트와 같은 회전체(rotating parts)와 고압 케이싱과 같은 주요 정지 구조물(static parts)이 이에 해당하며, 이러한 부품은 고온, 고하중, 반복응력에 지속적으로 노출된다. 따라서 미세한 재료 결함이나 제조공정 상의 불균일성이 존재할 경우, 피로균열이 발생하고 최종적으로 파손으로 이어질 가능성이 매우 높다. 특히 회전체 부품의 파손은 고에너지 파편이 엔진 외부로 방출되는 Uncontained Failure로 이어질 수 있으며, 이는 항공기 구조물, 유압 및 연료 계통의 손상뿐만 아니라, 객실 탑승자의 생명에도 직접적인 위협이 될 수 있다. Table 1의 재료 결함과 가공 결함으로 인해 수명제한부품 파손이 일어난 항공사고 사례들을 통해, 제조공정이 감항성에 미치는 영향을 살펴보고자 한다.
Table 1.
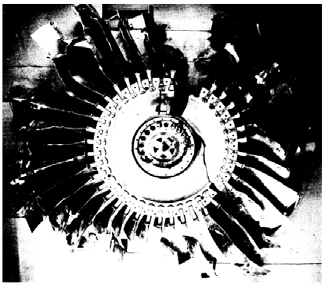

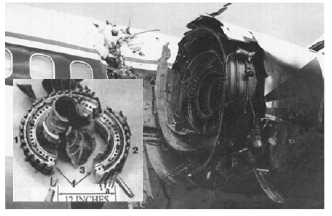
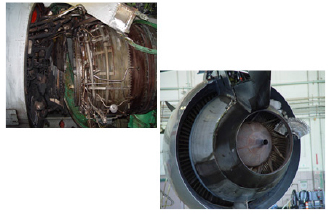
대표적인 재료 결함 사례로는, 1989년 7월 19일 발생한 유나이티드 항공 232편 사고가 있다[7]. 이 사고는 티타늄 팬 디스크 내부에 존재한 산소 농도가 높은 Hard Alpha 영역에서 피로균열이 시작되어 디스크가 파손되었다. 그 결과 유압계통 3개가 모두 손실되었으며, 항공기 조종이 불가능한 상황으로 이어져 111명의 사망자가 발생하였다. 해당 결함은 용해 공정에서 제거되지 않은 불균질한 조성으로 인한 재료 내부 결함으로 확인되었다.
또 다른 재료 결함 사례로는, 2006년 6월 2일 미국 로스앤젤레스 공항에서 발생한 아메리칸 항공 B767 사고가 있다[8]. 고압 터빈 디스크가 파손되었으며, 그 원인은 VAR(Vacuum Arc Remelting) 용해 과정에서 형성된 불균질 영역인 White Spot 내부에서 발생한 피로균열로 판명되었다. 당시 사용된 초음파검사 기술로는 해당 결함을 검출하기 어려웠으며, 이로 인해 운용 중 치명적인 파손으로 이어졌다.
제조공정, 특히 기계가공 중 발생한 결함 사례로는, 1996년 7월 6일 델타 항공 1288편 사고가 대표적이다[9]. 이 사고는 MD-88 항공기의 팬 디스크 타이로드 볼트 홀에서 발생한 심한 소성변형층으로 인해 피로균열이 발생하여 디스크가 파손된 사건이다. 해당 변형층은 홀 가공 중의 과도한 가공열과 마찰에 의해 형성된 것으로 분석되었다.
또한, 고압 터빈 디스크의 블레이드 슬롯 가공 과정에서 발생한 미세결함 역시 치명적인 사고로 이어질 수 있다[10]. 정비 목적의 지상 가공 중이었던 엔진에서 Uncontained Failure가 발생하였으며, 이는 슬롯 하단의 코너 라디우스 부위에 형성된 국소적인 함몰부로부터 운용 중 반복응력에 의한 균열 성장이 원인이었다.
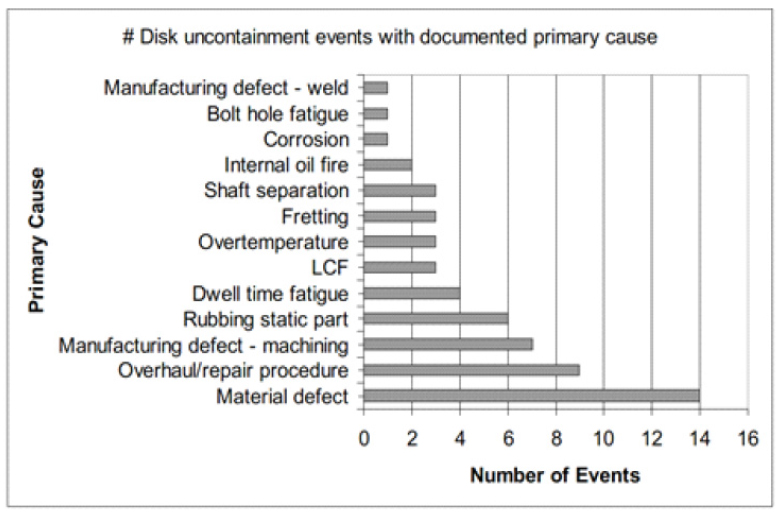
상기 사고 사례 외에도, 미국 항공우주산업협회(Aerospace Industries Association, AIA)가 발간한 고바이패스 터빈 엔진 디스크 사고 분석 보고서에 따르면[11], 디스크 파손의 주요 원인은 재료 결함 14건, 기계가공 중 제조결함 7건으로 나타났다(Fig. 1). 이와 같은 분석 결과는 수명제한부품의 감항성 확보에 있어 제조 단계에서의 품질 및 공정 관리가 매우 중요한 요소임을 시사한다.
감항기관과 산업계는 제조공정에서 기인된 반복적인 파손 사례를 통해, 항공엔진의 감항성을 확보하기 위해서는 수명제한부품의 설계 및 운용관리뿐만 아니라 제조까지 포괄하는 감항기준의 수립이 필요함을 인식하였고, 이에 따라 해당 기준을 제정하였다. 다음 장에서는 민간 및 군 항공엔진 분야에서 수명제한부품에 적용되는 감항기준의 내용을 살펴보고, 특히 제조공정 확정 관리 측면에서 그 필요성에 대해 고찰하고자 한다.
2.2 감항기준 기반 수명제한부품 제조공정 확정 관리의 필요성
2.2.1 민간 감항기준
민간 항공엔진 분야에서 수명제한부품의 감항성확보를 위해 적용되는 대표적인 기준은 미국 연방항공청(Federal Aviation Administration, FAA)의 14 CFR §33.70 Engine Life- Limited Parts이다[1]. 이 기준은 수명제한부품의 파손이 항공기 감항성에 미치는 치명적 영향을 고려하여, 부품의 전체 수명 주기에 걸쳐 일관된 수명 관리를 수행하도록 요구한다. 이를 위해 FAA는 엔지니어링 계획, 제조 계획, 운용관리 계획의 세 가지 상호 연계된 계획수립을 명시하고 있으며, 이 중 제조 계획은 설계 의도를 제조 환경에서 신뢰성 있게 구현하기 위한 핵심 수단으로 간주된다.
제조 계획은 단순한 작업 지시서의 나열이 아니라, 설계자가 설정한 수명 성능 가정이 제조 단계에서 실제 부품에 구현되도록 보장하는 실행 체계이다. FAA는 AC 33.70-1을 통해 제조 계획수립 시 고려해야 할 주요 항목과 절차에 대한 구체적인 가이드를 제시하고 있으며, 이를 통해 수명제한부품의 감항성을 구조적 설계뿐만 아니라 제조공정 차원에서도 확보할 것을 요구하고 있다[12].
제조 계획에는 수명 특성에 영향을 미치는 재료, 공정, 검사 전반에 걸친 제약조건과 관리기준이 포함되어야 한다. 예를 들어, 회전체 디스크의 경우 용해, 단조, 열처리, 기계가공, 표면처리 등의 각 공정에 대해 부품의 수명 성능을 저해하지 않도록 핵심 공정변수와 그 허용 범위가 명확히 규정되어야 하며, 성능 향상과 결함 발생 최소화를 위한 기술적 수단 또한 함께 명시되어야 한다.
또한, 제조 방법이 부품 수명에 미치는 영향을 입증하기 위해 공정 유효성 검증 체계를 포함해야 하며, 특수한 물성이 요구되는 영역에 대해서는 구획화된 재료 물성 관리가 이루어져야 한다. 또한 미세조직, 표면 상태, 잔류응력 분포 등 수명에 민감한 특성들이 제조 과정에서 안정적으로 확보될 수 있어야 한다. 검사 단계에서는 적용 공정에 적합한 검사방법과 감도를 사전에 정의하고, 단계별 품질 기준에 대한 적합성 평가가 체계적으로 수행되어야 한다. 공정 유효성이 검증된 후에는 제조 품질의 일관성을 유지하기 위해 공정은 재현 가능하고 통제된 조건에서 수행되어야 하며, 모든 부품에 대해 고유 식별자 기반의 추적성 관리가 이루어져야 한다. 또한, 부적합품 발생 시 그 영향이 부품 수명에 미치는 영향을 평가한 후, 필요시 시정조치 및 이력 관리를 포함하는 체계적인 검토 절차가 수립되어야 한다.
제조 계획은 재료, 설계, 품질보증, 비파괴검사, 생산 기술 등 다양한 기술 분야 간 협업을 통해 수립되어야 하며, 계획된 공정이 실제 수명 성능 요구사항을 충족하는지를 교차 검토를 통해 입증한 후에 승인되어야 한다. 또한 공정 변경이 발생할 경우, 이에 대한 영향 분석과 재검증을 통해 수명 특성이 보장되는지를 확인하고, 변경 이력을 문서화하여 추적할 수 있도록 관리되어야 한다.
유럽항공안전청(European Union Aviation Safety Agency, EASA)에서도 엔진 감항기술기준(Certification Specification for Engines, CS-E)을 미국 FAA의 14 CFR §33.70과 본질적으로 동일한 내용으로 CS-E 515 “Engine Critical Parts”를 통해 제시하고 있다. 이에 대응하는 수용 가능한 방법인 AMC E 515(AMC: Acceptable Means of Compliance)에서는 제조 계획의 목적을 다음과 같이 명시하고 있다[2]. (1) 제조공정은 적절한 관리 감독하에 개발 및 적용되어야 하며, 엔지니어링 계획에서 가정한 수명 성능을 일관되게 달성할 수 있어야 한다. (2) 제조공정의 변경은 명확히 식별 가능해야 하며, 교차 기능 부서의 사전 검토 및 승인을 거쳐야 한다. (3) 부적합 사항은 판정 전에 적절한 기술전문가의 검토를 받아야 한다. 이러한 점에서 FAA 기준과 동일한 수준의 제조 계획수립 및 관리를 요구하고 있음을 알 수 있다. FAA, 항공엔진 산업계, 그리고 EASA는 1989년부터 감항기준의 개정 및 국제적 조화를 공동으로 추진해 왔으며[13], 그 결과 수명제한부품(Life-Limited Parts, 유럽에서는 “Critical Parts”)에 대해 미국과 유럽 간 동일한 인증 요구사항이 마련되었다.
2.2.2 군용 감항기준
민간 감항기준에서 강조된 제조 계획의 중요성은 군용 감항기준인 MIL-HDBK-516(Airworthiness Certification Criteria)[3]와 군용 항공엔진 구조 건전성 프로그램인 MIL-HDBK- 1783(Engin Structural Integrity Program, ENSIP)[4]에서도 동일하게 확인할 수 있다. 두 기준 모두 소재 특성이 제조공정에 의존적임을 명시함으로써, 제조공정의 확정 및 관리가 항공엔진 감항성 확보에 필수적임을 나타내고 있다.
MIL-HDBK-516 7.2.3.4의 Material Characterization은 구조 설계에 적용되는 재료 허용치가 실제 제조공정에 따라 달라질 수 있으므로, 해당 특성은 반드시 생산 상태(as-produced)의 부품이나 동등한 공정·치수를 가진 시편을 통해 검증되어야 한다고 규정하고 있다. 이는 승인되지 않은 제조공정을 기반으로 도출된 시험 결과는 설계 근거로 사용할 수 없음을 의미한다.
ENSIP A.5.6 Material Characterization 역시 이와 같은 관점을 따르며, 소재 특성은 반드시 시험을 통해 정의되어야 하고, 시험 시편은 실제 생산 공정과 같거나 동등한 조건에서 가공된 것이어야 한다고 명시하고 있다. 이처럼 소재 특성이 제조공정에 의해 결정되는 만큼, ENSIP의 Material Characterization 계획에는 부품 목록과 해당 부품에 적용되는 재료 및 제조공정의 명시, 생산 공정 내에서 최소 기계적 특성을 확보하기 위한 품질관리 활동 또는 공급업체 입증시험 요건, 신기술 및 신공정 적용 시 리스크 평가 및 저감 방안 등과 같은 제조공정 관련 항목들이 포함되어야 함을 명시하고 있다.
결론적으로, 군용 감항기준에서는 단순 시험 결과나 일반적인 재료 데이터는 설계 신뢰성 및 구조적 건전성을 충분히 뒷받침할 수 없으며, 확정되고 승인된 제조공정을 통해 확보된 특성값만이 신뢰 가능한 설계 및 인증 기준으로 인정된다. 이는 제조공정의 변동성이 수명 성능에 치명적인 영향을 미칠 수 있음을 의미하며, 따라서 공정 확정 관리는 감항성 확보를 위한 핵심 요소로 작용한다.
2.2.3 제조공정 확정 관리 필요성
앞서 민간 및 군용 감항기준에서 수명제한부품의 감항성 확보를 위해 제조공정의 중요성이 명확히 언급되어 있음을 확인할 수 있었다. 항공엔진 부품개발에 있어 제조공정이 소재 특성에 미치는 영향을 보여주는 사례를 통해, 이러한 기준의 기술적 배경을 보다 구체적으로 이해하고자 한다.
고속 회전체 부품인 디스크 가공 과정에서는 절삭 속도나 이송 속도와 같은 가공공정 조건의 미세한 변화만으로도 표면 미세조직에 비정상적인 변화가 발생할 수 있다. Fig. 2의 사례에서는, 가공으로 인해 표면 두께 약 0.02 mm 수준에서 비정상 조직이 발생한 경우 저주기 피로수명이 정상 가공 대비 90% 이상 감소하는 현상이 관찰되었다[14]. 문제는 이러한 이상 미세조직이 매우 미세한 공정조건의 변동에 의해 유발되며, 사전 예측이나 비파괴검사로의 식별이 사실상 불가능하다는 점이다. 따라서 이러한 불확실성과 고위험성을 통제하기 위해서는, 파괴시험을 통해 정상 미세조직임이 확인되고 피로 성능이 입증된 제조공정을 승인된 상태로 확정하고, 동일한 조건으로만 부품을 생산하는 제조공정 확정 관리체계가 필수적임을 알 수 있다.
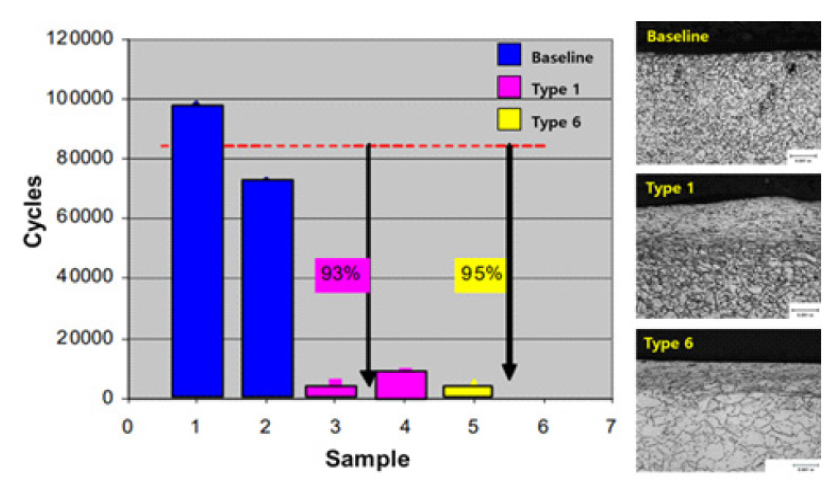
Fig. 2.
Low cycle fatigue performance and microstructure of inconel 718 under different turning process condition[14].
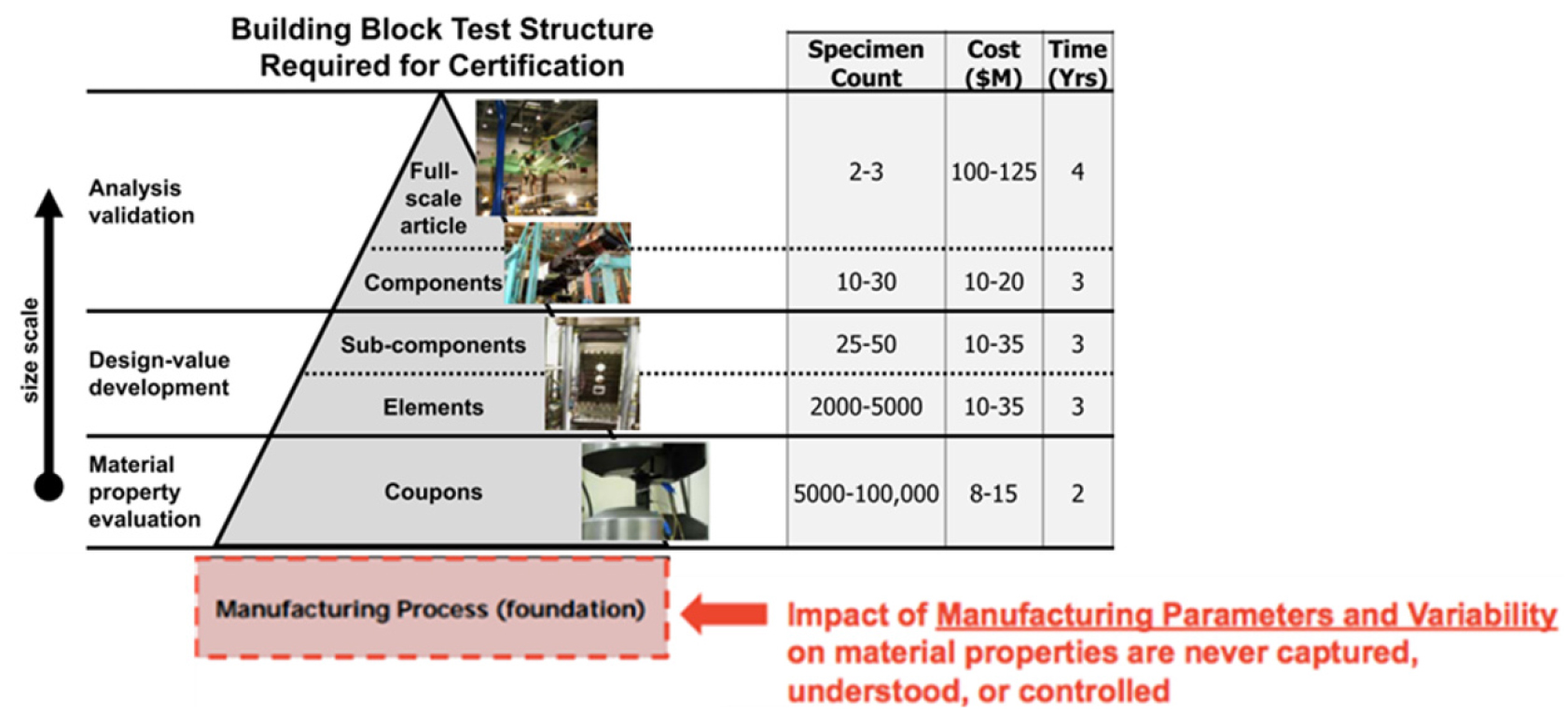
Fig. 3은 항공 분야 인증을 위한 Building Block 시험 체계를 피라미드 구조로 나타낸 것이다[15]. 이 체계는 쿠폰 시험에서 시작하여, 부품, 조립품, 모듈, 그리고 Full-scale 제품으로 점차 검증 단계를 상향해가는 방식이다. 하위 단계일수록 시험편 수가 많고 비용과 시간은 적지만, 상위 단계로 갈수록 시험편 수는 줄어드는 반면, 시험의 복잡도와 소요 시간, 비용은 급격히 증가한다. 피라미드 구조의 Building Block 시험 체계 기반은 제조공정에 있으나, 제조공정 변수와 그 변동성이 소재 특성에 미치는 영향은 제대로 파악, 이해, 통제되지 않는다고 명시하고 있다. 따라서 쿠폰 시험을 포함한 모든 소재 특성 평가는 반드시 확정되고 승인된 제조공정에서 생산된 시편을 기반으로 수행되어야만 설계 신뢰성과 감항성을 적절히 뒷받침할 수 있다. 승인되지 않은 제조공정으로 생산된 시편에서 도출된 특성값은 실제 부품 성능을 충분히 대표하지 못할 수 있으며, 이는 인증체계의 신뢰성을 저하시킬 우려가 있다. 결국, 인증체계에서 제조공정의 확정 및 관리는 단순한 사전 작업이 아니라, 전체 항공엔진의 신뢰성을 결정짓는 핵심 기반이자 필수 조건임을 의미한다.
앞서 살펴본 바와 같이, 제조공정 확정이란 설계 의도에 부합하는 목표 특성을 갖는 제품을 안정적으로 양산하기 위해, 공정의 핵심 공정변수와 작업절차를 확정하고, 승인 없이 변경되지 않도록 관리하는 체계를 말한다. 이러한 확정 공정은 단순한 작업지침의 수준을 넘어, 설계 의도가 제조 현장에서 기술적으로 구현되고 있음을 입증할 수 있는 재현성 기반의 공정 관리 체계로 작동해야 한다. 이에 본 장에서는 설계 의도에 부합하는 제조공정 확정 및 유지관리를 효과적으로 수행하기 위한 세 가지 핵심 방향을 다음과 같이 제언하고자 한다.
3. 제조공정 확정 관리를 위한 제언
3.1 핵심 공정변수의 통제 및 제조공정 표준화
설계 의도를 충실히 구현할 수 있는 제조공정을 수립하기 위해서는 해당 부품의 성능 및 품질을 좌우하는 기계적 특성, 표면 상태, 청정도, 조직 상태 등에 영향을 미치는 공정변수를 사전에 식별하고, 이를 공정관리의 핵심 공정변수로 지정해야 한다. 이러한 공정변수는 설계자가 의도한 기능적 요구사항이 제조 과정에서 실제로 구현될 수 있는지를 좌우하는 결정적 요소로 작용한다.
핵심 공정변수는 제조공정에 따라 다양하게 정의되며, 단일 인자가 아닌 복합적인 상호작용을 통해 부품의 최종 특성에 영향을 미친다. 따라서 설계 의도에 부합하는 품질특성을 지속적으로 구현할 수 있도록 공정조건의 허용 범위를 명확히 설정하는 Process Window가 정의되어야 하며, 이는 제조 작업 시 일관성과 재현성을 확보하기 위한 기반이 된다.
핵심 공정변수를 관리하고 제조공정을 안정적으로 구현하기 위해서는 제조공정의 표준화가 뒷받침되어야 한다. 동일한 제품이라 하더라도 작업자의 숙련도, 설비 상태, 환경 조건들의 변수에 따라 제조 품질에 편차가 발생할 수 있다. 이러한 불확실성을 최소화하기 위해서는 각 부품, 자재 또는 공정 단위별로 현장 작업자가 쉽게 이해하고 적용할 수 있도록 작업 및 검사지침서, 공정 흐름도 등과 같이 문서화하여 관리되어야 한다.
제조공정 표준화에서 반드시 함께 고려되어야 할 요소는 제조공정의 변경 이력 관리이다. 제조공정은 다양한 사유(설계 변경, 품질 문제, 공급자 변경, 공정개선 등)로 인해 변경될 수 있으며, 제품 성능이나 품질에 직접적인 영향을 미칠 수 있다. 따라서 모든 문서에는 반드시 변경 사유, 변경 내용, 변경 적용일자, 개정번호 등이 포함되어야 하며, 이는 추후 공정 이상 발생 시 그 원인을 식별하고 문제 해결의 단서를 제공하는 중요한 기술적 근거가 된다. 예를 들어, 동일한 부품에서 반복적인 품질 이상이 발생할 경우, 공정문서의 변경 이력을 통해 특정 시점 이후 적용된 변경 조건과 이상 발생 간의 연관성을 추적할 수 있으며, 이를 바탕으로 시정조치 및 재발 방지대책을 수립할 수 있다.
3.2 설계 의도 입증
설계 의도란 부품이 요구수명을 만족하면서 설계된 성능을 안정적으로 수행하기 위해 요구되는 재료, 형상, 표면 상태, 기계적 특성, 운용 환경 등의 종합적인 특성을 의미한다[16]. 이는 단순히 도면이나 규격에 명시된 요구사항을 넘어, 해당 특성이 제조공정과 어떠한 방식으로 연계되어 형성되는지를 포함하는 개념이다. 실제로는 특정 제품 특성과 공정변수 간의 관계가 명확히 규명되지 않는 경우가 많기 때문에, 입증된 부품과 동일한 제조공정을 유지하는 것이 설계 의도 달성을 위한 핵심 수단으로 활용된다.
설계 의도 입증은 확정된 제조공정이 설계 요구사항을 충족할 수 있음을 실증하는 과정으로, 확정된 제조공정으로 제작된 부품 또는 동등한 조건에서 제작된 시편을 활용하여 시험 및 평가가 이루어져야 한다. 이때 핵심 공정변수는 사전에 정의된 허용 범위 내에서 관리되어야 하며, 입증시험은 충분한 수량의 시편을 기반으로 수행하여 신뢰성이 확보되어야 한다. 시험 결과가 일관된 재현성을 보이는 경우에 한 해 설계 의도가 입증되었다고 판단할 수 있다. 이와 같은 실증 결과를 통해 설계 의도 충족이 확인된 제조공정은 최종적으로 확정되어 관리 대상이 되며, 이후 해당 공정은 고객의 승인 없이 변경되어서는 안 된다. 이처럼 설계와 제조 간의 기술적 연계를 확보하기 위한 입증 절차는 항공엔진 부품의 구조 건전성과 감항성 확보를 위한 필수적 기반이다.
3.3 엔지니어링 승인 공급망 기반 제조공정 확정 관리 및 유지
항공엔진은 수많은 부품과 공정이 적용되는 복잡한 기계 시스템으로, 다양한 협력업체가 개발과 생산에 참여한다. 이러한 항공엔진의 안전성과 신뢰성을 확보하기 위해서는 단일 업체 수준의 품질관리를 넘어, 공급망 전반에 걸쳐 제조공정의 일관성과 재현성을 확보하고 유지할 수 있는 체계적인 인증 및 승인 관리 시스템이 필수적이다.
가장 기본적인 요구는 AS9100 품질경영시스템 인증이다[17]. AS9100은 항공우주 분야의 요구사항을 반영하여 문서화, 추적성, 변경 관리, 내부감사 등의 체계를 갖춘 품질시스템으로, 항공기 부품 생산을 위한 기반 역량을 보장한다. 이를 통해 인증된 업체는 항공우주 제품 제조를 위한 최소한의 품질시스템을 갖춘 것으로 간주된다. 그러나 AS9100만으로는 항공엔진에 적용되는 특수공정의 품질까지 충분히 입증할 수 없다. 열처리, 용접, 코팅 등 고신뢰성 부품의 제조에 필수적인 특수공정에 대해서는 NADCAP(National Aerospace and Defense Contractors Accreditation Program) 인증이 요구되며, 이 인증은 공정 수행 역량, 품질시스템의 적합성, 산업 표준에 대한 준수 여부를 평가함으로써 산업 전반에서 공정의 신뢰성과 적합성 확보를 위한 기준으로 활용된다[18].
비파괴검사 또한 국제 기준(NAS410 등)에 따라 자격을 갖춘 인력이 수행해야 하며, 시험·평가 분야는 ISO/IEC 17025 등 공인시험 인증을 통해 신뢰성 있는 데이터 제공 능력을 입증해야 한다[19]. 이러한 인증들을 통해 협력업체는 항공엔진 부품 제조에 필요한 기본적인 생산, 공정, 검사, 시험평가 역량을 갖추었음을 증명한다.
그러나 이는 어디까지나 항공엔진 부품, 자재를 납품하거나 공정을 수행하기 위한 기본 자격요건일 뿐, 설계 의도를 충족하는 제조공정으로 확정되기 위한 충분조건은 아니다. 항공엔진 OEM은 이러한 인증을 갖춘 협력업체를 대상으로, 부품별 특성과 연계된 핵심 공정변수의 통제, 제조공정의 표준화, 그리고 설계 의도 입증시험 결과 등을 종합적으로 평가하여 자체 엔지니어링 승인 시스템을 운영한다. 이 시스템을 통해 설계 요구 충족이 입증된 공정만이 최종적으로 확정되며, 이후에는 승인 없이 변경이 불가능한 통제 대상으로 관리된다.
결과적으로, 항공엔진 제조공정은 AS9100, NADCAP, ISO17025 등의 인증 기반 공급망을 활용하되, 치명성 부품과 같이 고신뢰성이 요구되는 핵심 공정에 대해서는 OEM의 엔지니어링 승인 시스템을 통해 설계 의도 충족이 입증되고 제조공정이 확정 관리된 승인된 공급망만이 적용된다. 이러한 체계는 고품질 항공엔진 부품의 일관된 생산을 가능하게 하며, 감항기준을 충족하고 항공엔진의 신뢰성 및 안전성을 확보하기 위한 기술적 기반으로 작용한다.
4. 결 론
항공엔진 수명제한부품의 감항성과 신뢰성을 확보하기 위해서는, 설계 의도를 일관되게 구현할 수 있는 제조공정 확정 관리 체계가 필수적이다. 이 체계는 설계에서 정의한 성능과 수명이 실제 운용 환경에서도 재현될 수 있도록, 제조공정을 사전에 체계적으로 수립 및 확정하고 그 일관성을 지속적으로 유지·관리하는 것을 목표로 한다.
본 논문에서는 항공엔진 디스크 파손 사례를 통해, 제조공정 상의 미세한 결함이 감항성에 직접적인 영향을 미칠 수 있음을 확인하였으며, 이를 방지하기 위한 민간 및 군용 감항기준의 기술적 배경을 분석하였다. 그 결과, 민간 감항기준은 수명제한부품에 대해 제조 계획수립과 공정 변경 통제를 포함한 공정 확정 및 유지관리를 필수 요건으로 규정하고 있으며, 군 감항기준은 부품 특성이 제조공정에 의존적임을 전제로 설계 의도 충족을 위한 공정 검증과 통제의 중요성을 강조하고 있다.
이러한 기준은 공급망 전반에 적용되어야 하며, 제조공정의 일관성과 재현성을 확보하기 위한 체계적인 관리가 요구된다. 항공엔진 소재 · 부품 · 공정 협력업체는 AS9100, NADCAP, ISO/IEC 17025 인증을 통해 기본적인 품질수준이 확보되어야 하고, 수명제한부품에 대해서는 OEM의 엔지니어링 승인 시스템을 통해 설계 의도 충족 여부를 입증하고 제조공정을 확정·유지관리하는 구조로 운영되어야 한다. 이 과정에서 해당 부품의 제조는 OEM이 승인한 공급망 내 업체에 의해 수행되어야 하며, 설계 의도 충족이 입증된 제조공정만이 적용된다. 이후 승인 없이 공정을 변경하거나 공급업체를 교체하는 것은 허용되지 않는다.
향후 항공엔진의 고온·고응력 운용조건과 복잡한 형상 설계 요구가 강화됨에 따라, 제조공정 확정 관리의 중요성은 더욱 증대될 것이다. 국내 항공산업이 독자적인 설계 및 생산 역량을 기반으로 국제 경쟁력을 확보하기 위해서는, 국제 감항기준 수준에 부합하는 제조공정 관리체계를 조기에 정립하고 이를 산업 전반에 일관되게 적용해야 한다.
