

1. 서 론
2. 본 론
2.1 시험장치 요구도 분석
2.2 침식 분말 분사시스템(Powder injection system)
2.3 테스트 스탠드(Test Stand)
2.4 제어/DAS 시스템
3. 내침식 시험장치 검증시험 결과
3.1 침식분말 유속 측정시험
3.2 침식분말 유량 측정시험
4. 결 론
1. 서 론
항공용 가스터빈 엔진의 성능 향상 및 고효율화를 위한 다양한 연구개발이 진행되는 가운데 성능에 있어서는 터빈입구의 온도를 상승시키고자 금속 소재의 온도 한계인 1,100℃를 넘어서기 위해 Fig. 1과 같이 냉각기술과 함께 열차폐 코팅 기술을 적용하는 방향으로 연구가 진행되고 있으며, 효율에 있어서는 여러 다양한 연구들이 있지만 Fig. 2와 같이 고압터빈부의 슈라우드와 블레이드 팁 간극 사이의 누설유동(bypass leakage)을 최소화하기 위한 마모성 코팅(abradable coating)기술에 관한 연구가 진행되고 있다[1,2,3].
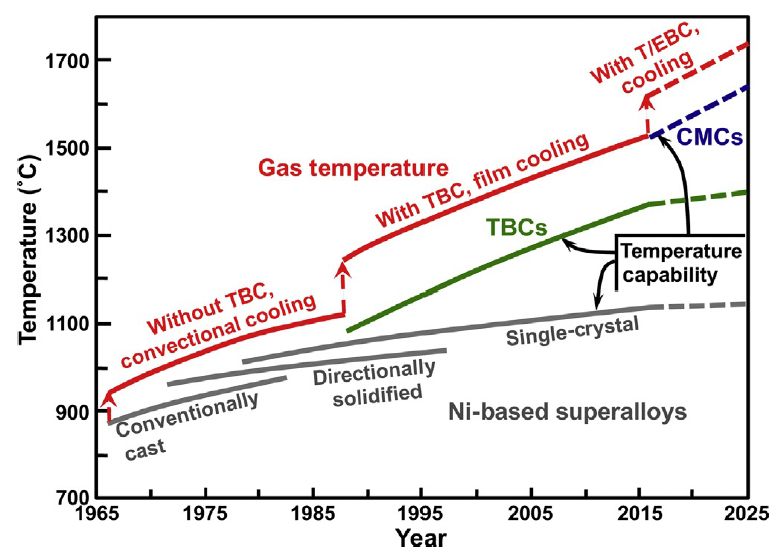
Fig. 1
Historical data of maximum gas inlet and material surface temperature with and without thermal barrier & cooling[1].
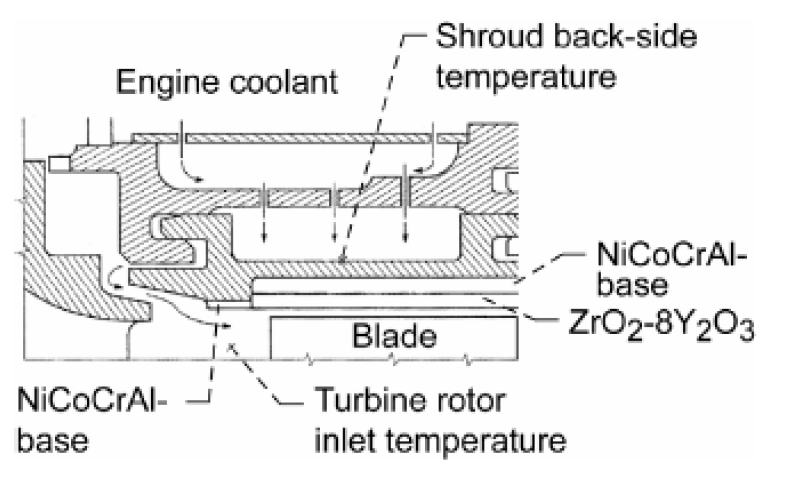
Fig. 3은 엔진의 로터디스크가 운용 중 일시적인 편심 거동이 발생하였을 때 마모성 코팅을 적용한 경우(Case I)와 적용하지 않은 경우(Case II)를 비교한 것이다. Case II의 경우 블레이드 팁이 원주 방향으로 마모되면서 전체적인 팁간극이 커지게 되지만, Case I의 경우 슈라우드 면에 적용된 마모성 코팅의 희생층(sacrificial layer)에서 의도적인 부분 마모만 발생하여 팁 간극을 줄여 누설 유동를 최소화할 수 있음을 보여 주고 있다[4]. 이러한 마모성 코팅은 고온용 세라믹 소재를 용사코팅(thermal spray coating) 공정을 통해 슈라우드 표면에 적용하게 되는데, 이때 블레이드 팁의 손상이 발생하지 않도록 적정한 기공도를 유지하여 쉽게 마모가 되도록 하여야 한다. 다만, Fig. 4와 같이 기공도(porosity)의 영향으로 코팅 경도가 낮아지면 고체입자에 의한 침식 저항성이 낮아지게 되어 이에 관한 최적화가 필요하다.
고체입자에 의한 침식현상은 가스터빈 엔진에서 중요한 요소 중 하나인데, 외부 이물질 유입이나 내부에서 발생한 입자에 의해 후류에서 블레이드나 케이스면에 침식을 유발하여 엔진 효율이 떨어지고, 추가적인 정비 소요가 발생하거나 심한 경우 엔진 고장으로 인한 사고도 발생할 수 있기 때문이다. 앞서 언급하였듯이 마모성 코팅의 경우 블레이드에 의한 자연스러운 마모를 유도하기 위해 코팅에 기공도를 높이는데 이러한 경우 코팅 표면의 경도가 낮아지면서 침식 저항성이 떨어지는 경향을 보이므로 마모성 코팅을 설계할 때 침식 저항성에 대한 부분도 함께 고려되어야 한다[5,6].
터빈엔진의 주요 부품에 대한 내침식 시험(erosion test)은 엔진 제조사마다 각기 다른 다양한 침식입자(erodent particle)와 입사거리(injection distance), 입사각(impinging angle) 등을 적용하여 실 엔진의 운용 환경을 모사하여 성능평가를 수행하기도 하지만[5], 성능의 비교목적으로 시편에 대해 표준 시험규격에 따라 수행코자 미국재료시험협회(American Society for Testing and Materials, 이하 ASTM) G76 기준에 따른 각진 알루미나(angular type Al2O3)를 사용한 침식 시험 방법을 선정하였다.
본 논문에서는 ASTM G76에서 요구하는 기준에 따라 상온 내침식 시험장치를 설계하였으며, 실제 제작 및 성능 시험을 통해 장치의 적절성을 확인코자 하였다.
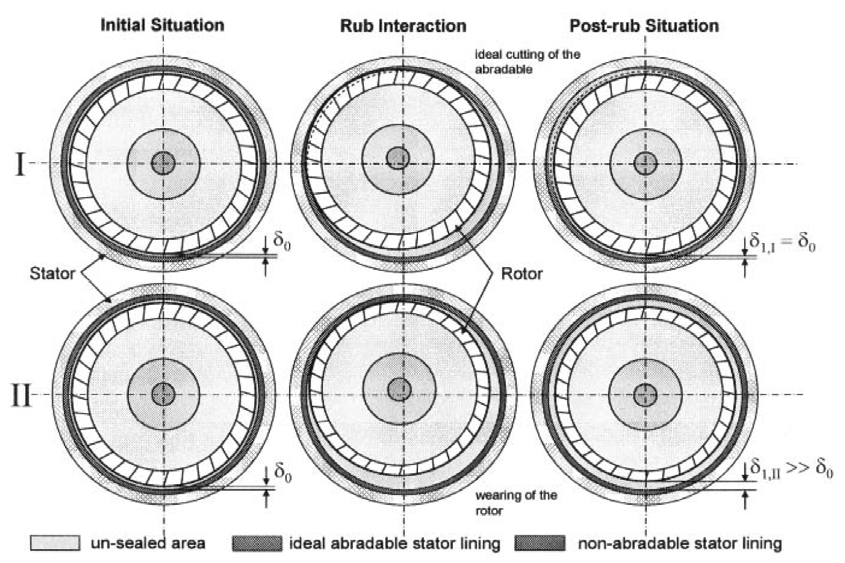
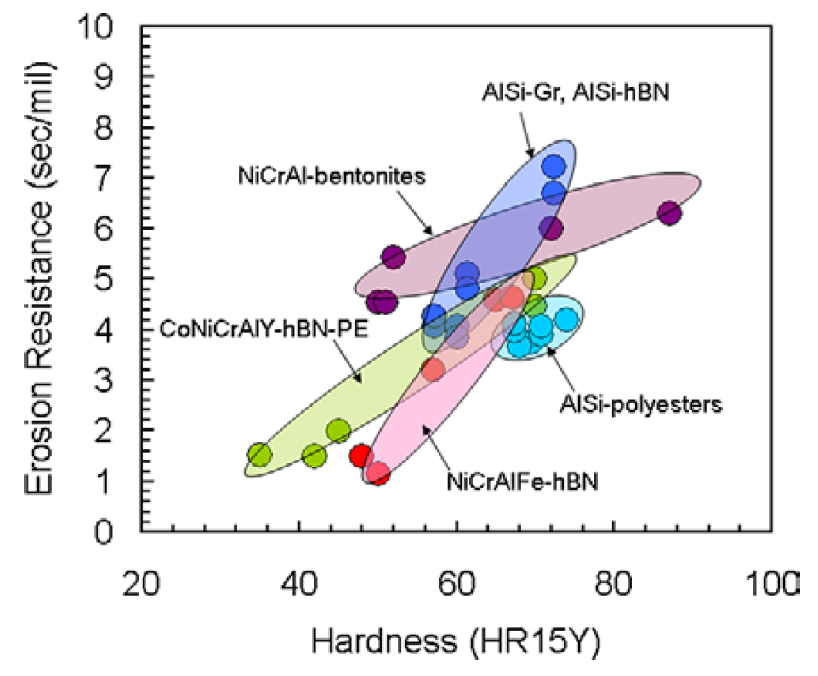
Fig. 4
Overview of typical erosion resistance data for the major compressor abradable coating system, as a function of coating HR15Y hardness[5].
2. 본 론
가스터빈 엔진 고압터빈부의 슈라우드에 적용된 마모성 세라믹코팅(abradable ceramic coating)의 침식 저항성을 측정하기 위한 내침식 시험장치는 ASTM G76에서 명시한 요구도 분석에 따라 침식 분말 분사시스템, 테스트 스탠드 및 제어/DAS 시스템으로 나누어 설계, 제작하였다.
2.1 시험장치 요구도 분석
미국재료시험학회 규격(이하 ASTM) G76 명칭은 ‘Standard Test Method for Conducting Erosion Tests by Solid Particle Impingement Using Gas Jets’로 고체 입자를 포함한 압축가스를 노즐을 이용하여 재료에 분사하여 고체입자의 Erosion에 대한 재료의 손실을 측정하는 시험이다. 실제 침식(erosion)은 입자크기, 속도, 공격각도, 환경 등에 영향을 받는 현상으로서, 많은 변수를 가진 시험이라고 할 수 있다.
Fig. 5는 ASTM G76에서 제시된 시험장치의 개략도이며, Table 1과 같이 시험 조건을 통제하기 위해 분말 분사시스템과 시편홀더부에 관한 요구도가 설정되어 있다.
ASTM G76에서는 침식시험이 일관된 시험조건에서 이루어지도록 노즐 디자인과 크기는 반드시 기록하며, 실험동안 노즐의 내경 변화가 10%를 초과하지 않게 Go-Nogo 게이지를 통해 모니터링 하도록 한다. 시편의 표면은 #400 grit Sand paper를 사용하여 표면거칠기 1 μm이하로 하고, 연마 후 표면은 깨끗이 하는데 주의한다. 기기의 교정은 매 50번 실험마다 하거나 새로운 종류의 실험을 시작할 때마다 수행하여야 한다. 또한 일반적으로 10번의 실험마다 Feed rate 또는 입자속도를 측정하여 분말 분사량과 속도가 일정한지 점검하여야 한다. 교정용 시편은 1020 Steel을 사용하거나 이와 유사한 소재를 선정한다.
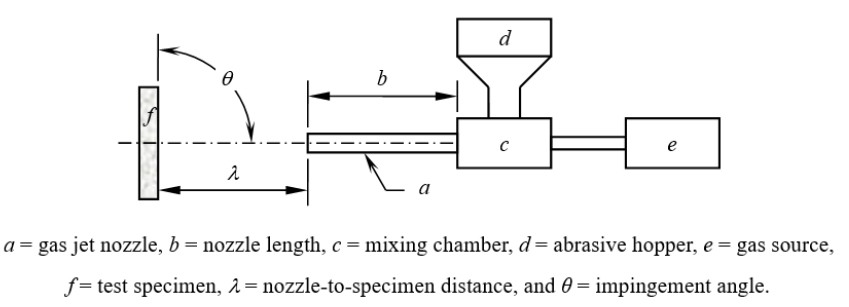
Table 1
Requirements of ASTM G76 erosion test[7].
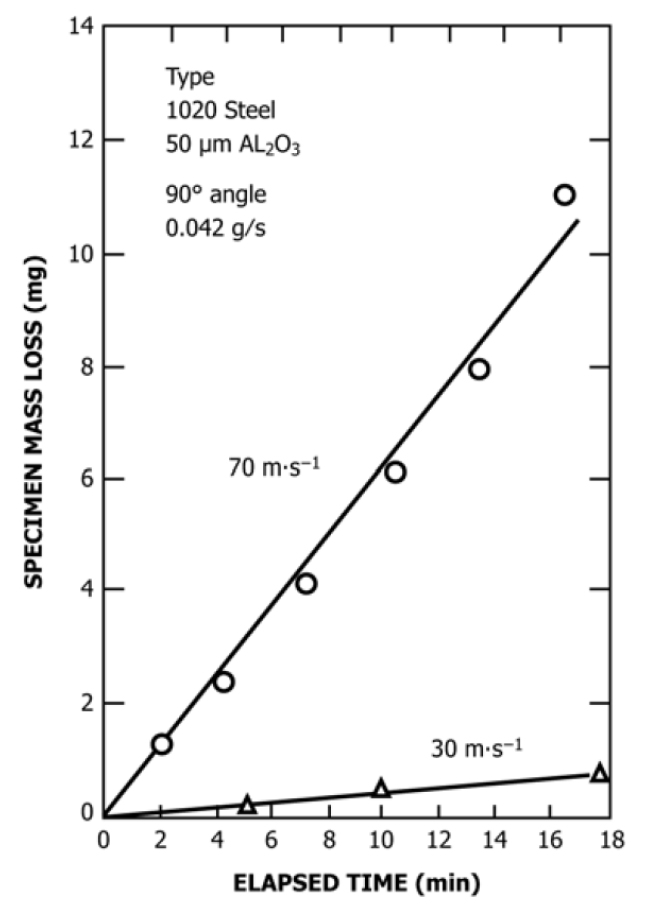
침식시험은 Fig. 6과 같이 정상상태(steady state) 값을 얻기 위해 600 sec 정도 수행한다. 다만 침식 깊이가 1 mm보다 깊지 않을 경우 600 sec 이상 수행하여도 된다. 침식에 의한 시편 중량 손실량 측정은 600 sec(10 min) 기준으로 2, 4, 6, 8, 10 min 시점에 시편을 탈거해 수행한다. 교정 시편인 1020 steel의 경우 2, 4, 8, 16 min이 적절하다. 정상상태 침식율은 시간당 중량 손실 그래프의 기울기를 통해 결정되며, 평균 Erosion value는 Eq. 1과 같이 침식율 기울기를 침식입자 유동속도로 나눈 값을 시편밀도로 나눈 값으로 표기한다.
2.2 침식 분말 분사시스템(Powder injection system)
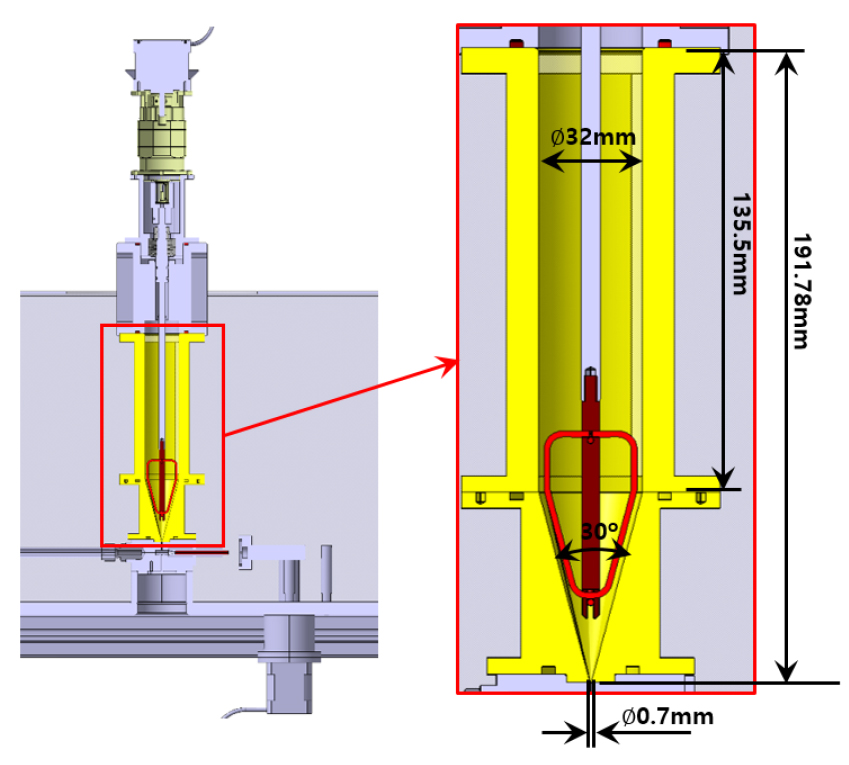
분말 분사시스템은 공압 이송의 원리에 의해 침식입자를 노즐을 통해 대상 시편에 분사하는 장치를 말하며, 크게 분말호퍼, 혼합실 및 분사 노즐로 구성하였다. Fig. 5와 같이 침식분말 호퍼(d, abrasive hopper)에서 중력에 의해 혼합실(c, mixing chamber)로 유입된 입자는 외부에서 공급되는 고압의 이송 공기 제트(e, gas source)에 의해 분사 노즐(a, gas jet nozzle)을 통해 시편에 분사된다. 이때 침식입자의 가속 및 안정화를 위해 혼합실 내부 형상과 적정한 노즐 튜브의 내경 및 길이가 요구된다.
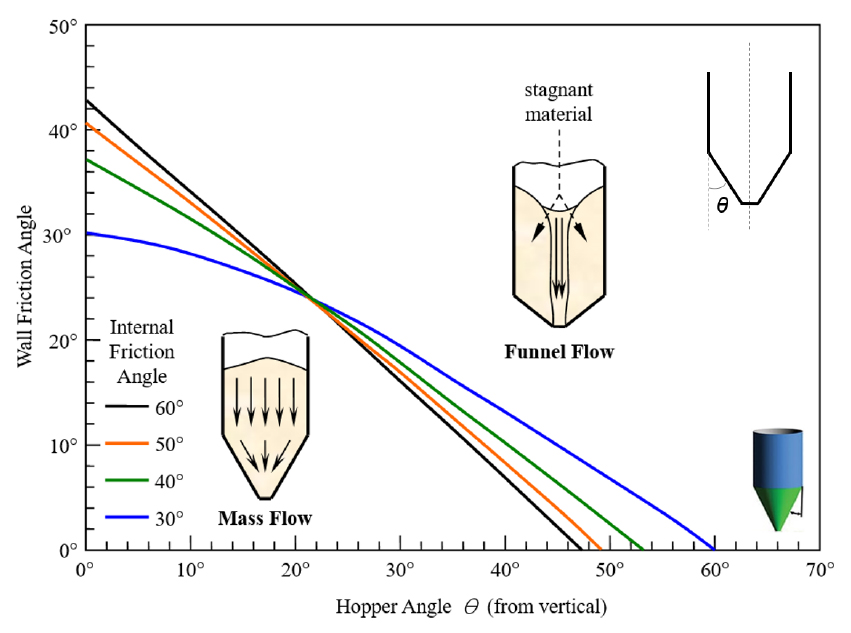
분말 호퍼는 끝이 원추형인 기둥형상으로 되어 있으며, 이때 원추 각의 크기에 따라 분말과 호퍼 내부 벽면 사이의 마찰에 의한 유동 양상이 달라져 이에 관한 검토가 필요하다. Fig. 7은 호퍼 내에서 자유 유동 고체의 배출에 대한 유체 항력의 영향에 관한 그래프로서 특정 벽면 마찰각과 내부 마찰각에서 원추각의 크기에 따른 유동 양상을 나타내고 있다[8]. 벽면 마찰각이 일정할 경우 원추각이 증가할수록 깔때기 유동(funnel flow)이 될 수 있으므로 분말이 전면유동(mass flow)이 되기 위해 원추각을 작게 설정할 필요가 있다. 원추각(2θ)의 설계값은 내부 마찰각이 교차되는 지점인 45°(Fig. 7 Hopper angle θ 기준 22.5°에 해당함) 이하로 설정하고 상세 검토를 하였다.
Vo : average velocity of solids discharging
d : outlet diameter of conical hopper
: half cone angle of conical hopper
: air density
: air viscosity
: power size
: power density
g : acceleration of gravity
중력식 분말공급 호퍼에서 호퍼 출구 직경은 분말의 공급 속도 또는 유량을 결정한다. 분말 입자의 크기가 400 μm 이하인 미세 분말인 경우(ASTM G76, 50 μm Al2O3 분말 적용) Carleton 이 제시한 Eq. 2의 상관 식을 통하여 분말 공급 속도를 계산할 수 있으며, 연속 방정식에 따라 Eq. 3을 도출하여 분말 공급 유량을 계산할 수 있다[9].
dm/dt : powder feed rate
: powder bulk density
Table 2는 호퍼 원추각과 출구 직경에 따른 분말 공급유량을 계산한 값이다. 이를 통해 원추각의 기본 설계값을 30°로 설정하였으며, Table 3과 같이 호퍼 출구 직경에 따른 분말 공급유량을 재계산하여 적정 출구 직경을 도출하였다.
Table 2
Powder feed rate calculation based on hopper cone angle and hopper outlet diameter.
| Hopper cone angle | 45° | 30° | 20° |
| Hopper outlet diameter(mm) | 1.2 | 0.61 | 0.61 |
| Powder size(μm) | 50 | 50 | 50 |
| Powder feed rate(g/s) | 0.1810 | 0.0411 | 0.0492 |
Table 3
Hopper outlet diameter calculation(Hopper angle 30°).
| Outlet diameter (mm) | Powder feed rate (g/s) | ASTM G76 powder feed rate |
| 0.50 | 0.0252 | Low 0.025 g/s |
| 0.56 | 0.0333 | Fit 0.033 g/s |
| 0.61 | 0.0411 | High 0.041 g/s |
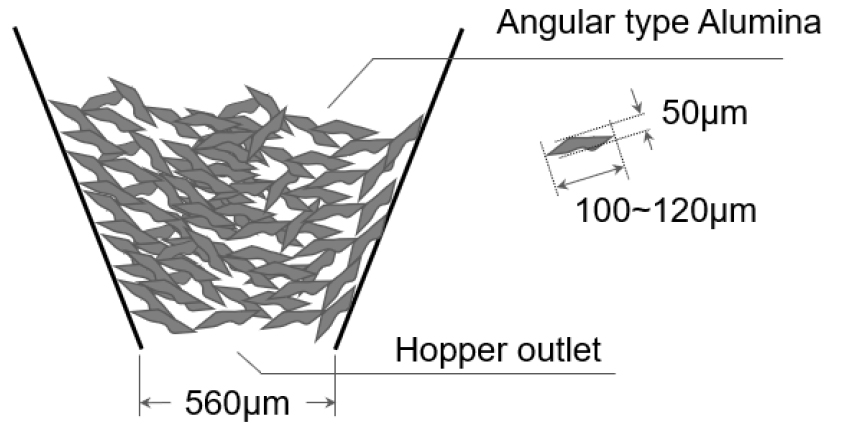
다만, 설계값으로 선정한 호퍼 출구 직경 0.56 mm이 시험에 사용되는 알루미나 분말 크기(약 50 μm)의 9~10배 수준으로 분말이 출구단을 통과하기에 충분해 보일 수 있지만, 알루미나 분말이 Fig. 8과 같이 각형(angular type) 형상으로 길이 방향으로 길어 출구단에서 분말이 적층되면서 막히는 현상이 발생할 수 있다. 이러한 각형 분말이 단순히 중력에 의해 출구단으로 배출되면서 발생할 수 있는 막힘을 방지하고자 유사 시험장비의 교반기(stirrer)와 교반 모터(stirrer motor)를 참고하였다[10]. Fig. 9는 이를 적용한 형상으로 교반기와 연결된 스텝모터의 회전수를 제어하여 침식 분말이 혼합실 내부로 일정한 유량으로 공급될 수 있도록 설계하였다.
기본 형상설계 과정에서 호퍼 출구 직경을 0.56 mm로 검토하였으나, 기계 가공의 어려움과 각형 분말의 출구단 막힘 현상에 따라 최종적으로 0.7 mm로 선정하였으며, 교반기의 회전속도를 제어하여 목표 공급유량인 0.033 ± 0.008 g/s을 만족함을 확인하였다.
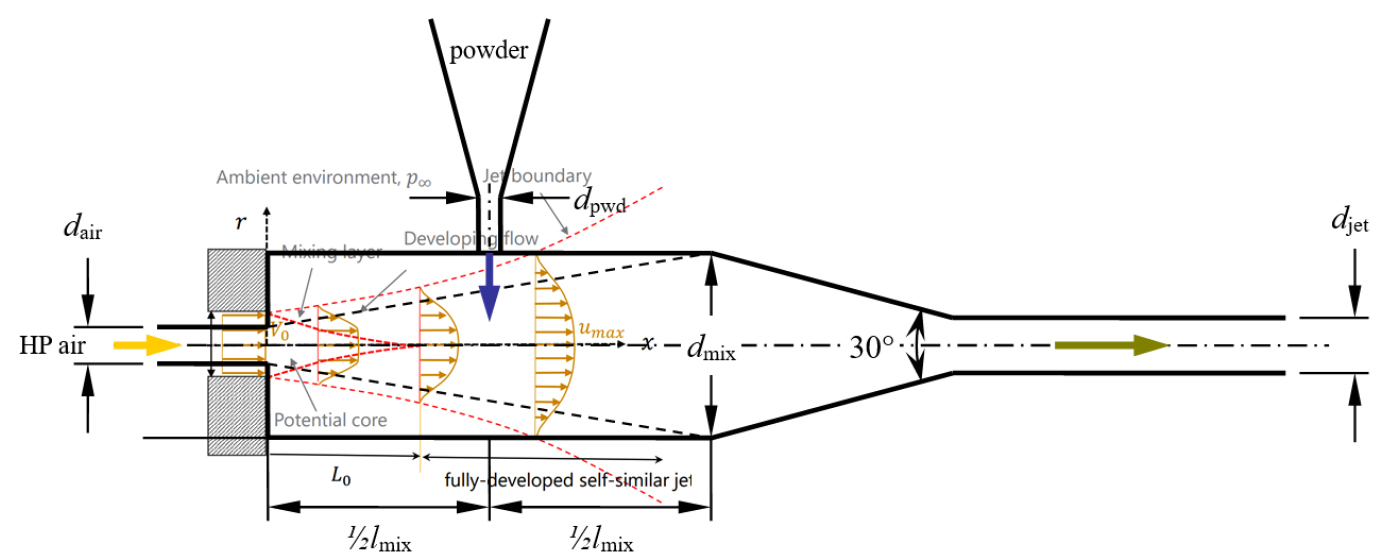
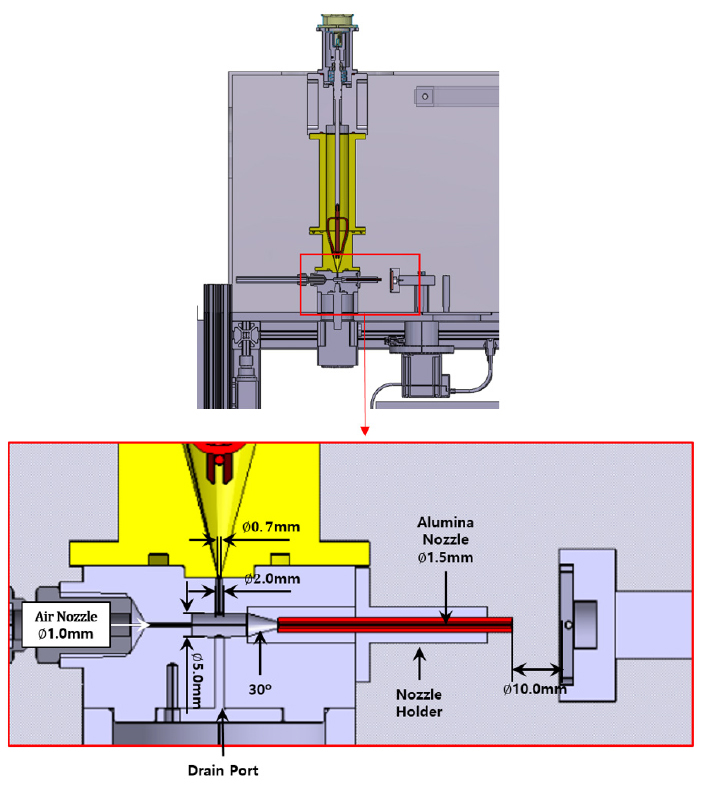
혼합실의 주요 설계변수는 분말호퍼 출구면적 대비 고압공기 튜브 면적 비와 분사노즐 튜브 면적 비이며, 혼합실의 분사성능은 이송공기 압력에 따라 조절이 된다. ASTM G76에서 권장하는 공기 유량인 약 0.13 L/s를 기준으로 Fig. 10과 같이 침식 입자의 가속 및 안정화가 될 수 있도록 혼합실 내부 형상을 설계하였다. Fig. 11은 혼합실의 최종형상이며, 각 시험이 종료된 후 혼합실에 남은 잔여 분말을 배출하기 위해 드레인 포트를 추가로 설계하였다.
분사 노즐은 ASTM G76에서 명기한 기준을 만족하도록 내경 1.5 mm, 길이는 50.0 mm로 하였으며, 침식입자(Al2O3)에 대한 내침식성을 가지면서 주기적인 교체를 고려하여 내경 1.5 mm의 표준 Al2O3 세라믹 튜브를 선정하였다.
2.3 테스트 스탠드(Test Stand)
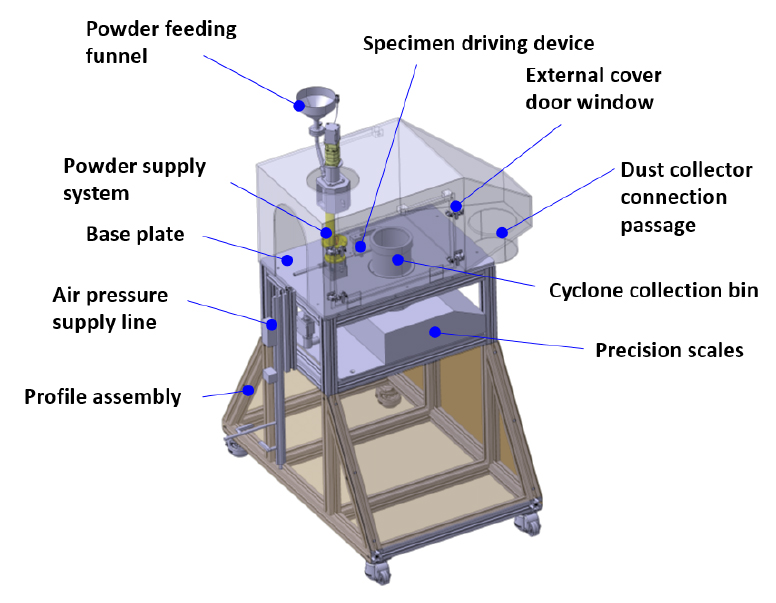
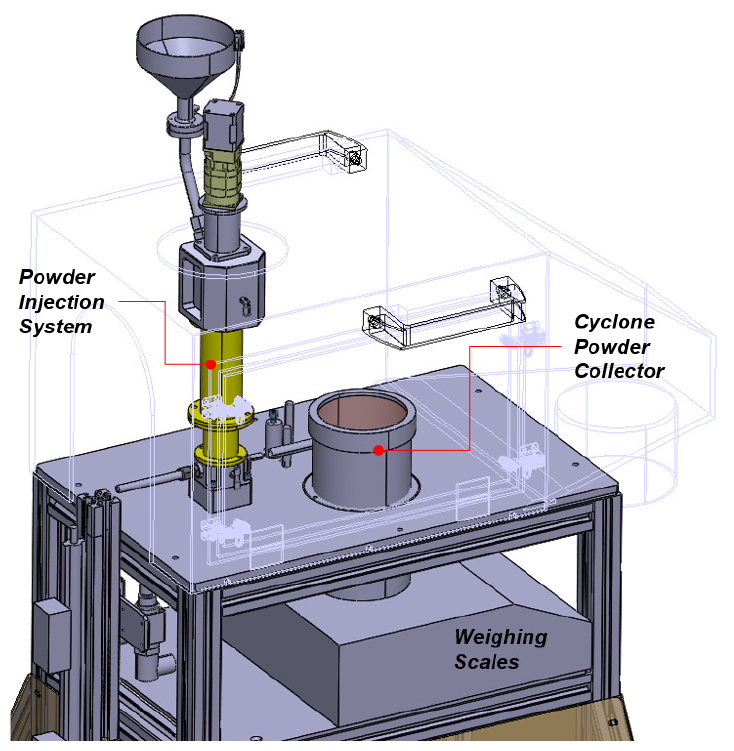
테스트 스탠드는 Fig. 12와 같이 분말 공급장치 및 시편 홀더와 시험 간 침식입자 분진 오염을 막아주는 외부커버, 집진기 그리고 유량 캘리브레이션을 위한 싸이클론 포집통과 정밀저울을 지지할 수 있도록 설계하였다.
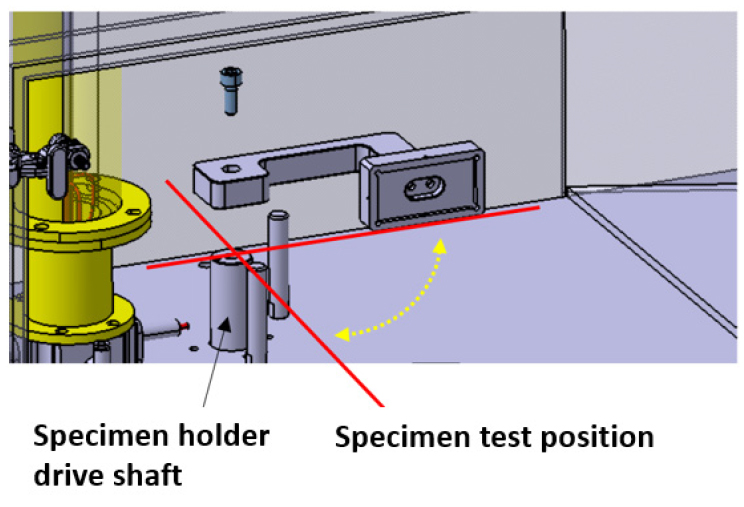
시편홀더는 분사 노즐 끝에서 10 mm 이격된 곳에 분사각도 90°가 되도록 하였으며, Fig. 13과 같이 각 시험시간이 종료되면 자동으로 후진하여 침식입자의 공급시간을 제어하였다.
2.4 제어/DAS 시스템
내침식 시험장치의 DAS는 압력센서 및 온도 센서의 값을 입력받아 저장하며, 제어 설정값에 따라 디지털 및 아날로그 출력 통신을 통해 스텝모터와 솔레노이드 밸브 및 정압 레귤레이터를 제어하도록 하였다. 통신을 통해 스텝모터를 제어하고, 혼합실로 공급되는 공기압력을 설정된 값으로 제어하기 위한 솔레노이드 밸브는 디지털 출력, 정압 레귤레이터는 아날로그 출력을 통해 제어하도록 설계하여 목표 분말 공급 유량 및 속도를 가지도록 하였다.
3. 내침식 시험장치 검증시험 결과
3.1 침식분말 유속 측정시험
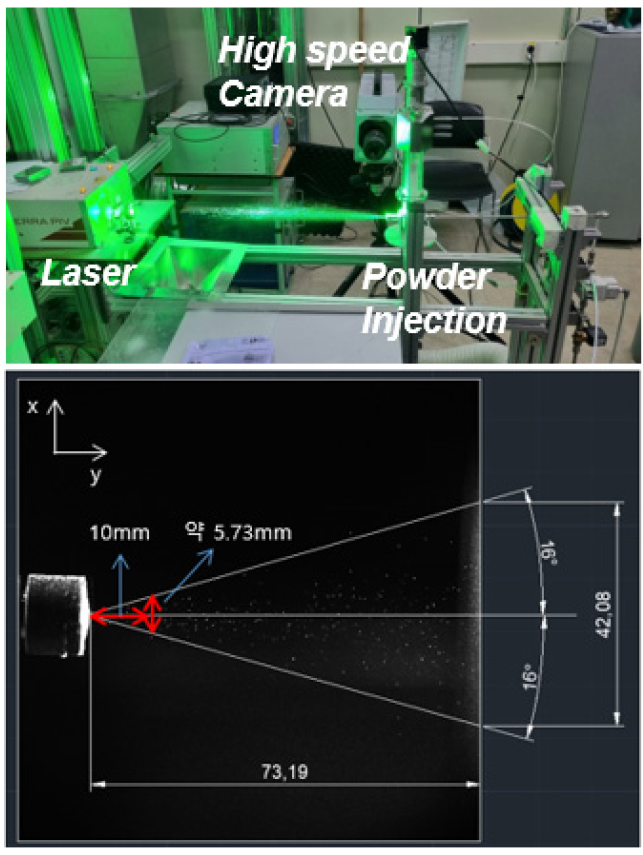
침식 분말의 유속 측정은 Fig. 14와 같이 펄스 광원 장비(고출력 펄스 레이저)를 입자 영역에 조사하여 고속 촬영한 이미지를 분석하는 방법으로 수행되었으며, 시편 홀더 위치에 해당하는 노즐 끝단에서 y=10 mm, -3.0 mm≤x≤+3.0 mm 위치의 분말 분사 Corn에서의 전방향 분말 속도를 측정하여 평균 유속을 도출하였다.
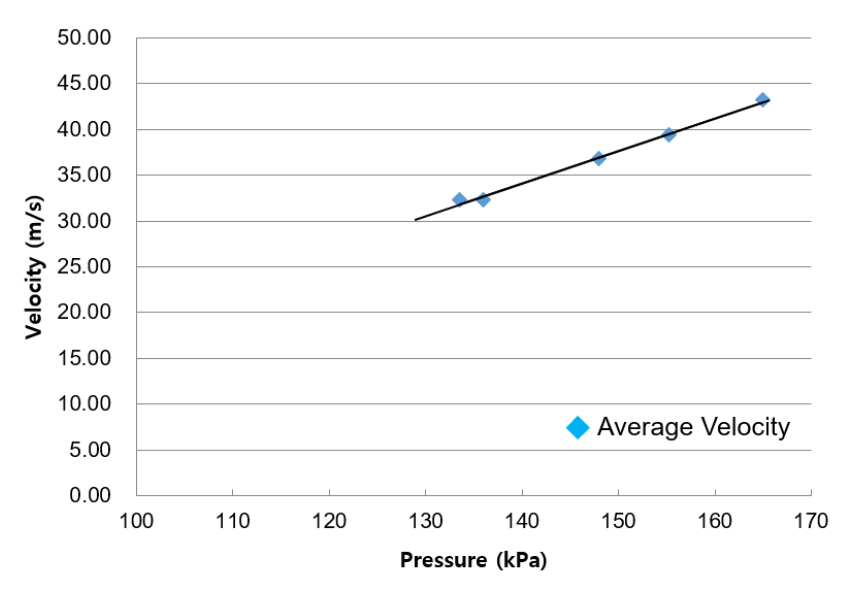
시험 결과 공급 압력에 따른 평균 유속은 Fig. 15와 같이 공급 압력 대비 분말 유속이 선형적으로 증가함을 확인할 수 있었으며, 이를 통해 요구 유속인 30±2 m/s를 만족하기 위한 공급 압력이 129 kPa임을 도출하였다.
3.2 침식분말 유량 측정시험
침식 분말의 유량 측정은 Fig. 16과 같이 시험장치의 노즐을 통해 분사된 분말을 10분 동안 싸이클론 포집통에 모으면서 1분 간격으로 중량을 측정하여 평균적인 유량을 분석하였다. 공급 압력은 유속 측정 시험을 통해 도출한 129 kPa 조건과 추가로 140.8 kPa, 148 kPa, 155.2 kPa에서 측정하였고, 129 kPa 조건에서 Table 4와 같이 요구 유량 범위를 만족함을 확인하였다.
4. 결 론
본 연구에서는 항공용 가스터빈 엔진의 고성능, 고효율화와 관련하여 고압터빈 슈라우드에 적용 가능한 다공성 세라믹코팅이 운용 중 엔진 내ㆍ외부에서 발생 가능한 침식 입자에 의해 추가 마모가 발생할 수 있어 이에 관한 코팅 설계에 인자로서 침식 저항성을 평가할 수 있는 시험장치를 개발하고자 하였다. 시험장치는 ASTM G76 기준서에서 요구하는 분말 유량과 유속을 만족할 수 있도록 침식 분말 분사시스템, 테스트 스탠드 및 제어/DAS 시스템으로 구성하여 설계 및 제작하였으며, 분말 분사 공급 압력과 호퍼 내 교반기의 회전속도 등을 제어하여 기준 요구도를 만족함을 확인하였다.
