1. 서 론
무인항공기 등 추진엔진을 활용하는 체계에서 성능에 대한 요구도가 점차 증가함에 따라, 가스터빈 엔진의 성능을 향상시키기 위해 연소온도를 증가시키고 있다. 이에 따라 금속 부품의 한계온도(약 1000℃ 이하[1,2,3,4])를 보완할 수 있는 열차폐코팅(Thermal Barrier Coating, TBC)은 고효율 항공엔진에서 필수 적용기술로 요구되고 있는 실정이다.
TBC는 주로 가스터빈의 연소기, 터빈 등 고온부품에 적용되어 내산화 및 내열 기능을 수행하는 코팅을 지칭하며 제작방법과 소재에 따라 다양한 종류가 존재한다. 가장 대표적인 제작 방법으로는 열용사코팅(thermal spraying coating)과 전자빔 증착코팅(Electron-Beam Physical Vapor Deposition, EB-PVD)이 있으며[5,6], 소재는 탑코팅의 경우 7-8 wt.% YSZ(Yttria-Stabilized Zirconia), 본드코팅의 경우 Ni, Co, Cr, Al, Pt 성분 등으로 사용 목적에 따라 다양한 조성을 사용하고 있다. 한편, 최근 SiC 소재를 터빈부품에 적용하기 위한 연구가 주목받음에 따라 수분에 취약한 모재를 보호하기 위한 환경차폐코팅(Environmental Barrier Coating, EBC)에 대한 연구도 활발히 진행 중이며 기능수행을 위한 코팅층 및 접합을 위한 코팅층으로 구성된다는 점에서 TBC와 원리는 유사하다[7,8]. 이와 같이 항공용 가스터빈 코팅은 제작방법과 소재 조합 간 다양한 경우의 수가 발생하기 때문에 설계자의 의도된 목적과 성능을 충족하는 적합한 코팅을 도출하는 연구를 동반해야 한다.
일반적으로 TBC 개발 단계별 과정에서 소요되는 연구를 Fig. 1에 나타냈다. 시험편 단위 적용 연구에서부터 실제 부품적용에 이르기까지의 연구단계를 보여주며, 왼쪽부터 오른쪽 순서대로 각 연구방법에 대한 장·단점의 점진적인 변화를 기술하였다. 가장 선행되는 연구는 미세구조 및 기초물성 분석단계로(Fig. 1a 참조), 가장 다양한 가능성을 탐구함과 동시에 가장 많은 후보군을 제거하는 단계이다. 시험편 전처리와 성능평가(열전도도, 접합강도 등)에 큰 시간이 소요되지 않기 때문에 해당 단계에서 개발 주기가 가장 빠르고 비용도 크지 않다. 한편, 해당 단계에서 기술이 구현되었다고 하더라도 그 결과가 실제 제품에 적용될 가능성과 제품성능에 대한 신뢰도와의 연관성은 낮다. 이후의 단계는 퍼니스를 활용한 수명평가단계로(Fig. 1b 참조) 가장 간단하면서도 직관적이며, 개발 TBC에 대한 기초수명 만족여부 판단 및 열화거동 분석 등 다양한 정보를 확보할 수 있다. 그러나 TBC 대비 모재는 정상 운용범위 이상의 고온에 노출되므로 시험온도로 인해 결과의 해석이 제한적이다. 이를 보완한 시험방법이 토치를 활용한 열구배 수명평가단계로(Fig. 1c 참조) 산소를 연소하여 고온화염을 부여하는 동시에 후면을 냉각하는 시험이다. 단, 유량이 부족하여 연소화염에 의한 유동 모멘텀은 모사할 수 없고 연소생성물 또한 실제 엔진과 다르기 때문에 엔진과의 상사성은 떨어진다.
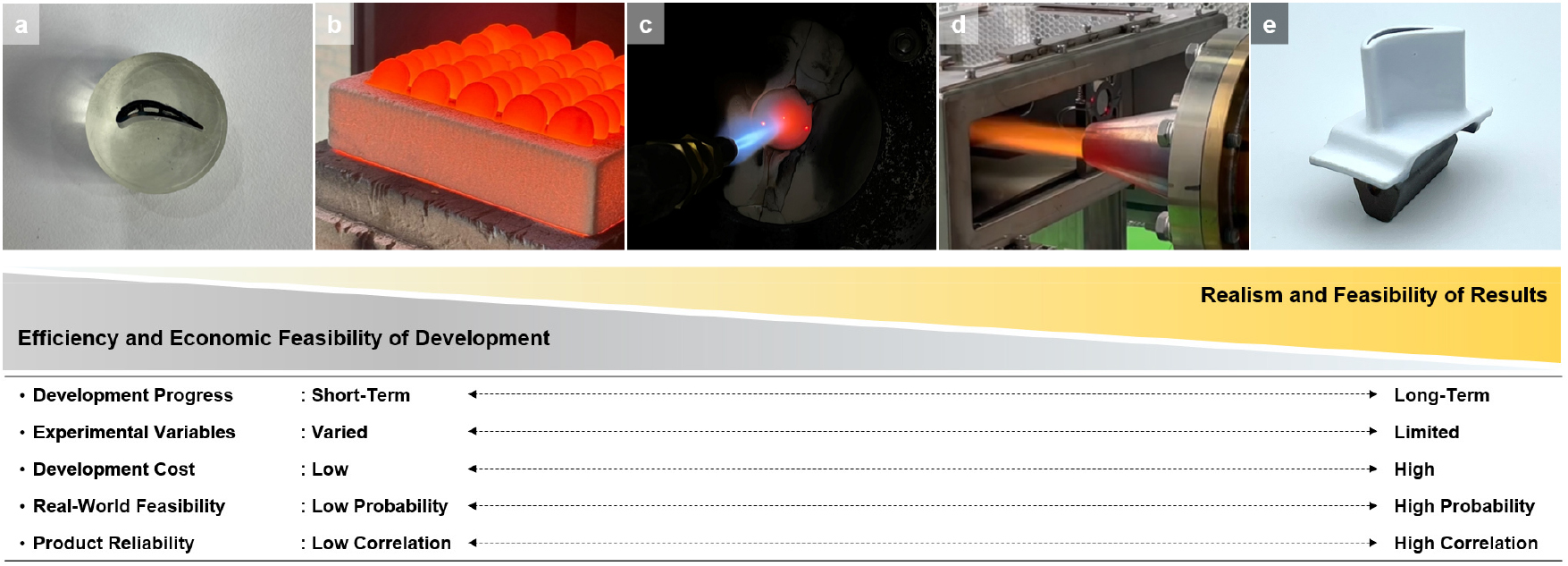
초기 3개의 단계는 후보 TBC에 대한 선별 성격의 연구이며, 이후 2개 단계는 엔진 적용 전 검증단계에 가까운 연구이다. 열충격 시험장치(버너리그)를 활용한 열충격 저항성능 평가(Fig. 1d 참조)는 실제 압축공기와 연료가 연소된 화염을 이용하여 TBC에 급격한 열 충격을 부여하는 시험으로 최종 시험단계인 엔진장착시험 혹은 Rainbow 시험(Fig. 1e 참조) 바로 전 단계에서 수행하는 시험이다. 따라서 버너리그를 활용한 열충격 시험은 실제 엔진환경과 유사한 시험으로 여겨지고 있어 선진사에서는 해당 단계에서 획득한 TBC 수명을 실제 엔진에서의 수명과 연관지어 해석함으로써 경험을 축적하고 있다[9,10,11]. 이에 따라 국내 항공용 TBC 개발의 성공적인 수행을 위해선 열충격 시험 시스템을 구축하고 시험평가 및 결과해석 경험을 축적하는 연구가 필수로 선행되어야 한다.
본 연구에서는 국내 미보유한 항공유 연소 및 연소유속 모사 시스템을 보유한 열충격 시험장치를 개발하였다. 또한 본 연구에서 개발한 열충격 시험 시스템을 활용하여 개발한 연소기용, 터빈용 코팅에 대해 열충격 시험을 수행함으로써 개발 장비의 장기간 운용 신뢰성을 검증하였다.
2. 시험장치 설계
열충격 시험장치는 TBC의 열충격 내구 수명을 평가하는 시험장치로 가혹한 조건에서 장기간 연속적으로 사용된다. 데이터와 실험경험 축적에 가장 중요한 요소는 평가 결과의 일관성을 확보하는 것이기 때문에 열충격 시험장치는 고온 운용환경에서 높은 제어 신뢰성과 내구성을 보장해야 한다. 특히, 연소(화염)온도는 열충격 시험의 주요 변수인 TBC의 표면온도에 직접적인 영향을 미치기 때문에 가장 중요한 요소로 여겨진다. 다시 말해 목표 연소조건을 유지할 수 있도록 연료 및 압축공기 공급시스템을 구축하며, 이를 장기간 운용할 수 있도록 냉각장치 등을 구축해야 한다.
일반적으로 터빈 노즐베인과 블레이드에 가해지는 유속을 설계할 때 마하수()는 0.8~0.9 가량이지만 본 연구에서는 화염이 외부노출형이고 장기간 내구시험을 수행한다는 측면을 고려하여 안전상 제트의 유속을 0.4 수준으로 선정하였다. 즉, 버너의 노즐에 의한 제트 유속()이 1000℃ 이상의 고온 영역에서 300 m/s 이상 형성될 수 있는 연소기 사양을 선정하였다. Fig. 2는 버너 노즐의 유동 구조의 개념도이며, 와 는 각각 노즐 입구에서의 전압력과 전온도로 측정 센서를 위치시켜 획득 예정인 물리량이다. 한편 는 노즐 출구의 정압력으로 대기압()과 같다고 가정하며 은 노즐 출구의 면적으로 TBC 시험편의 직경과 동일하고 지름 25 mm에 의한 면적 값을 갖는다.
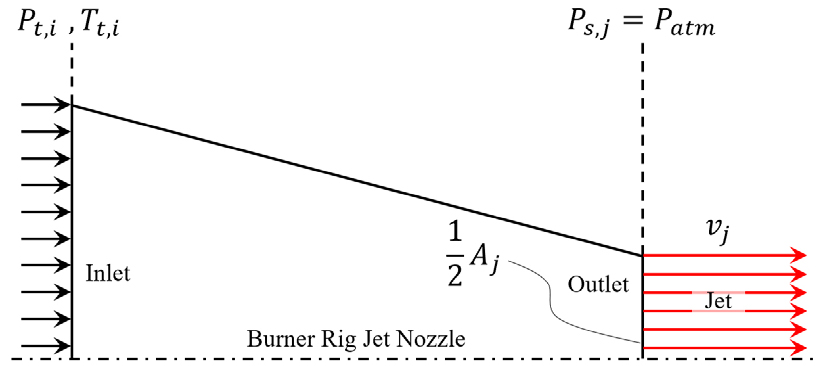
노즐 출구의 제트유속을 계산하기 위한 압력과 유속에 대한 관계식이 필요한데, 노즐 내 유동의 등엔드로피 관계에 의해 임의 위치에서 다음과 같은 식이 성립한다. 여기서 𝛾는 비열비다.
위 식을 마하수에 대하여 풀면 아래와 같이 표현할 수 있다.
한편, 마하수를 유속을 포함한 관계식으로 표현하면 아래와 같이 나타낼 수 있다.
Eq. 3을 Eq. 2에 대입하고 이를 유속에 대하여 풀면 Eq. 4를 획득할 수 있다. 본 연구에서는 노즐 입구의 온도()를 측정하고 제어할 예정이므로 전온도와 정온도의 관계식 Eq. 5를 Eq. 4에 대입하면 최종적으로 압력, 온도에 따른 유속(m/s)을 Eq. 6과 같이 도출할 수 있다.
따라서, 노즐입구 온도()가 1250℃인 경우 𝛾=1.287, =287 kJ/kg·K, 시험 조건에 의한 압력비를 =1.1로 가정하면, 해당 조건에서 노즐 출구의 제트 유속을 약 300 m/s(±10%)로 형성할 수 있음을 도출하였다.
3. 시험장치 구성
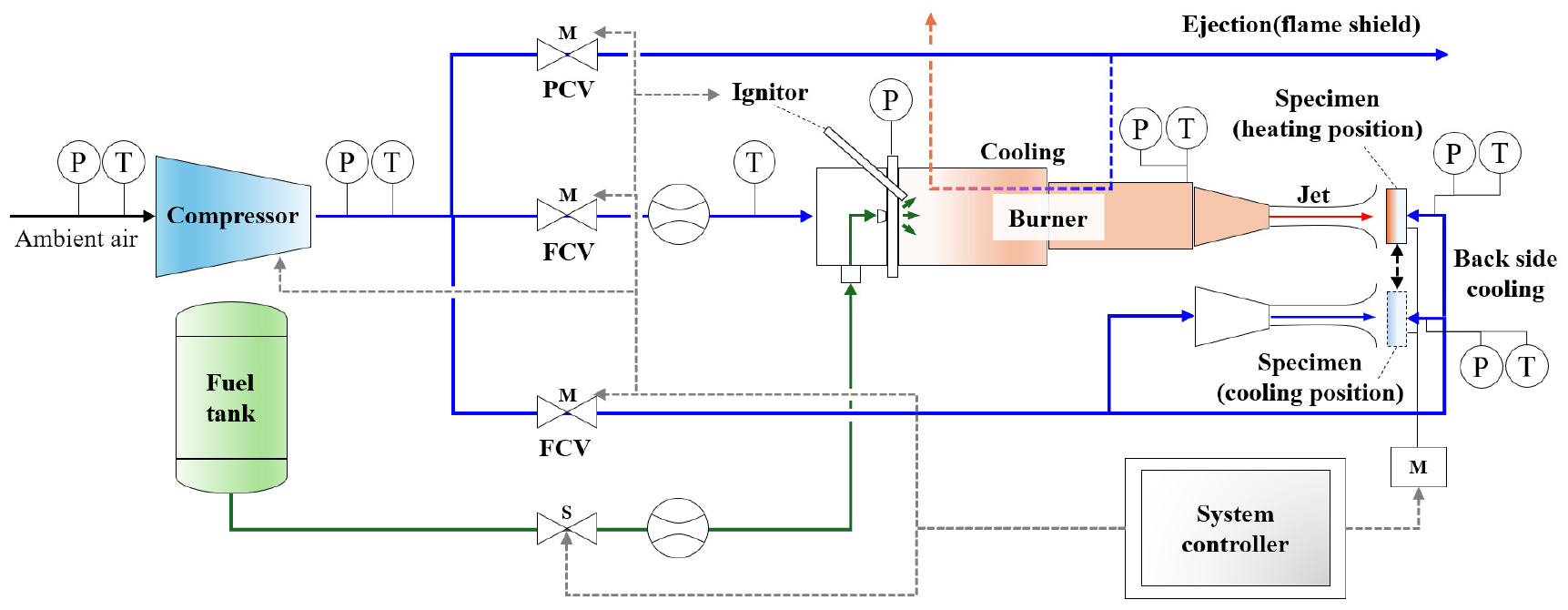
본 개발 시험장치의 주요 목적은 항공엔진에서 열차폐코팅에 부여되는 열충격 조건을 일부 모사하는 것이다. 따라서 실제 항공용 연료를 압축공기와 연소하여 고온의 화염 제트 유동을 구현하고자 하였으며, 해당 고온 제트 유동과 냉각공기에 의해 열차폐코팅 시험편이 급가열 및 냉각되는 시험 시스템을 구축하고자 하였다. Fig. 3은 열충격 시험 시스템의 구성도를 보여준다. 그림에 표현된 파란색 회로는 압축공기 유로를 나타내며 초록색 회로는 연료유로, 검은색 회로는 제어 및 신호를 나타낸다. 압축기를 통해 압축된 공기는 크게 세 가지 유로 나눠지며 그림 위에서부터 차례로 방염을 위해 방출되는 유로, 버너에 공기를 공급하는 유로, 시험편 냉각을 위한 유로로 나눠진다. 냉각 유로는 시험편의 냉간과 열간위치에 각각 배치되어있으며 시험편의 전후면(냉간위치) 및 후면(열간위치)에 냉각 공기를 공급한다. 한편, 시험편의 냉간, 열간위치의 부여 방법은 버너와 냉각노즐의 위치는 고정하고 시험편을 이송하는 장치를 구성하였다. 또한 연소를 위한 연료는 항공유(JP-8)를 사용하였으며 연료탱크로부터 유량을 제어하여 버너로 공급될 수 있도록 하였다. 압축기, 연료공급, 버너, 시험편 장착부는 통합 제어시스템을 통해 일괄 운용되고 데이터를 획득할 수 있도록 구성하였다.
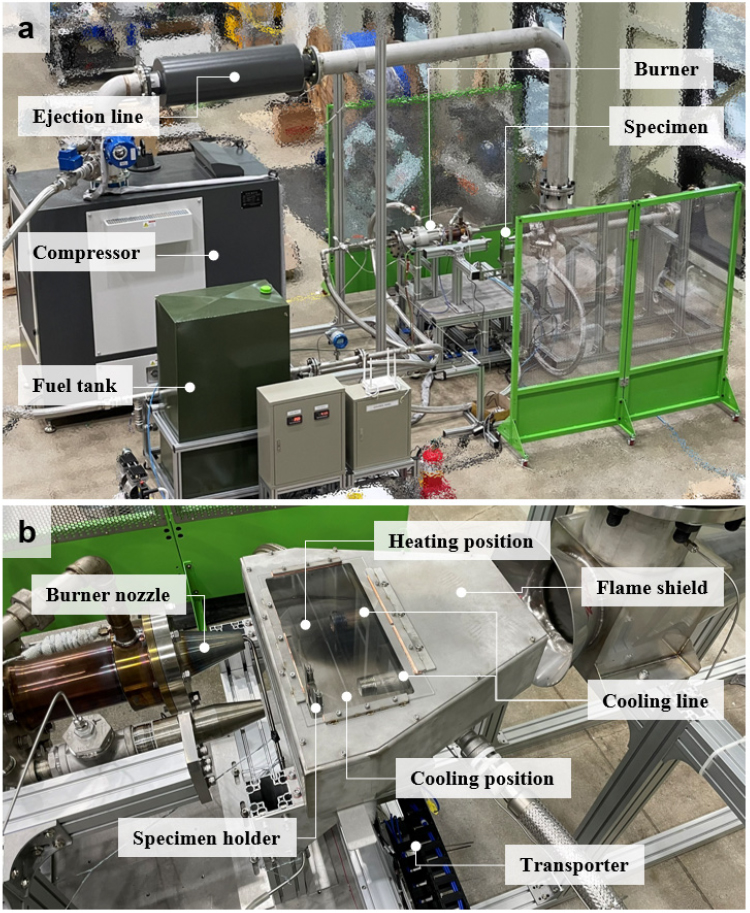
최종적으로 구축한 열충격 시험장치의 모습을 Fig. 4에 나타냈다. Fig. 4(a)는 전체 시험 시스템의 구성 모습이며 Fig. 4(b)는 버너와 시험편의 장착구조를 보여준다. 열차폐코팅 시험편을 홀더에 장착하고, 홀더와 결합된 이송기를 열간위치와 냉간위치를 반복하여 이동함으로써 열충격 내구시험을 수행한다. 이때, 열간위치에서 전면은 버너노즐 출구의 제트 화염에 의해 가열되며 후면은 냉각공기에 의해 냉각된다. 냉간위치에서는 전면과 후면이 동시에 냉각되고 빠른 시간 내 시험편의 온도를 감소시켜 열충격 조건을 모사하였다. 이때 버너는 항시 고온, 고유량의 유동을 형성하도록 하여 시험변수의 통제를 용이하게 하였고 제트 유동이 시험편과 충돌하여 발생하는 2차 고온 유동을 방지하기 위해 방염구조물을 설치하였다.
4. 시험결과
4.1 열충격 시험장치 사양평가
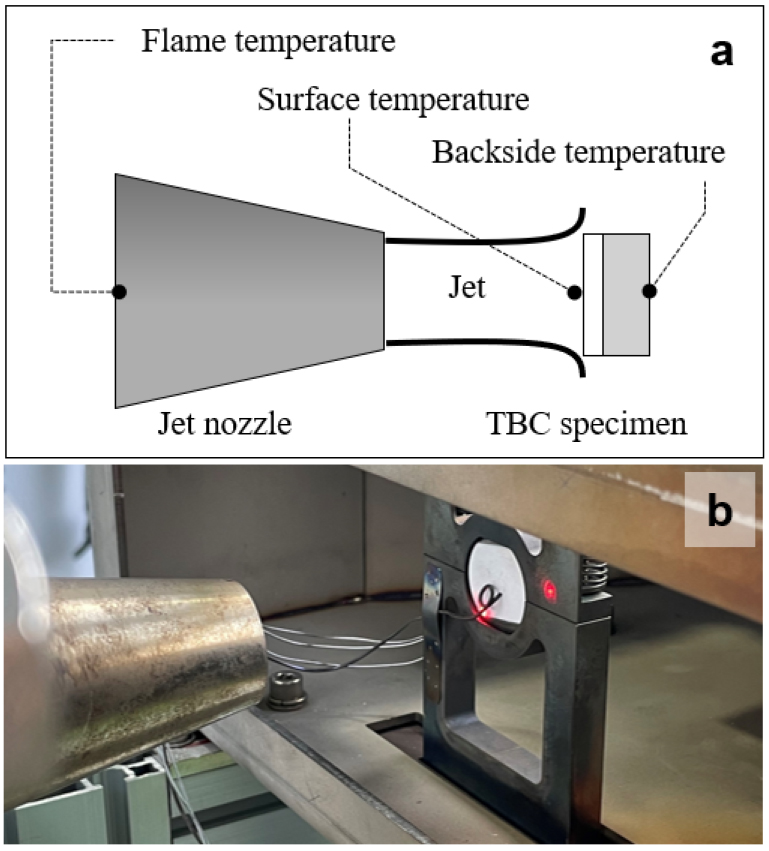
개발한 열충격 시험장치를 활용하여 열차폐코팅 시험편에 부여할 수 있는 열부하 사양을 시험하기 위해 Fig. 5와 같이 코팅 시험편의 온도측정 시험을 구성하고 각 부위에서 측정된 온도의 명칭을 설정하였다. 본 연구에서는 코팅 표면과 인접한 화염 유동의 온도를 표면온도로 설정하였다. 한편, 파이로미터로 측정한 표면 온도는 연소가스의 파장 흡수율, YSZ 소재 열화에 따른 방사율 변화 등의 연구가 선행되지 않았으므로 본 연구에서는 상대 값을 획득하여 시험의 정상수행 여부를 판단하는데 사용하였다. 후면온도는 시험편의 후면에 열전대를 용접하여 측정한 값으로 설정하고, 화염온도는 연소 후 노즐 입구 유동에서 측정한 값으로 설정하였다. 시험장치의 연소는 화염온도 값을 기준으로 제어하도록 구성하였다.
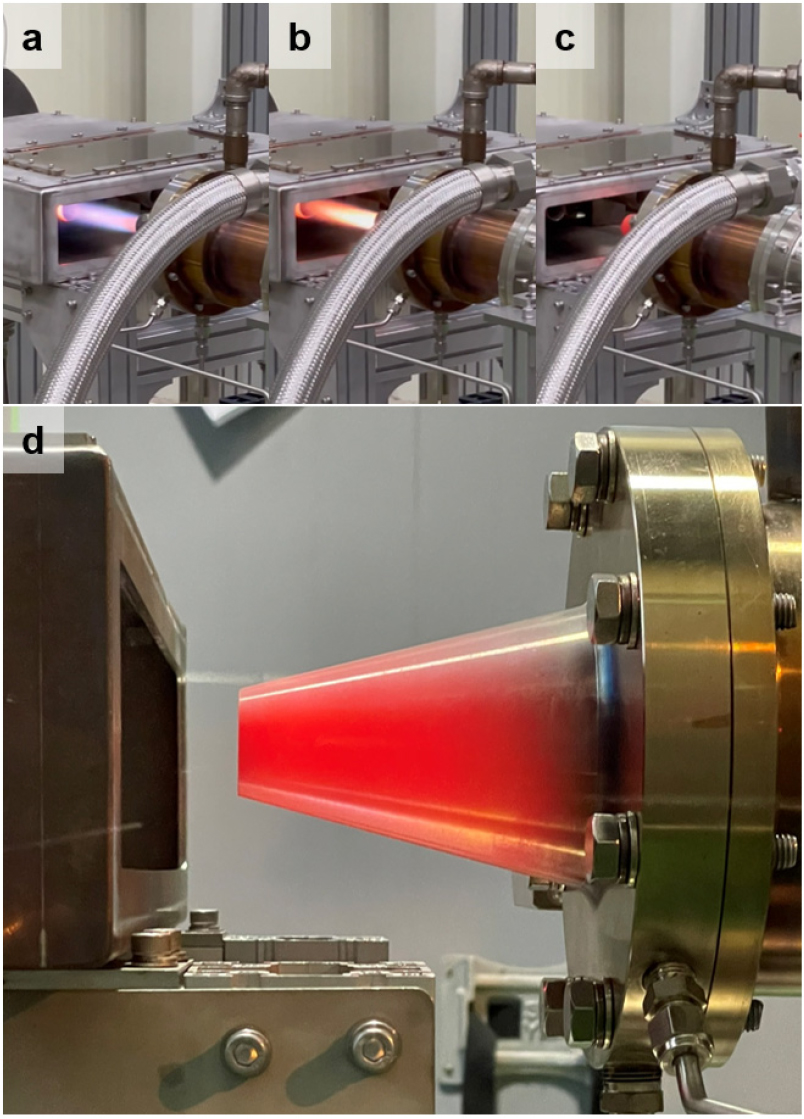
시험 절차는 다음과 같다. 압축기에서 버너로 공급하는 공기와 압력이 목표한 조건에 도달하면 항공유를 공급하고 점화시킨다. 점화 시퀀스에 따른 노즐 출구에서 화염의 형태를 Fig. 6에 나타냈다. 점화 초기에 불완전연소로 인한 혼합가스가 발생하여 노즐 출구에서 유색의 제트 유동을 관찰할 수 있으며 점화가 안정화됨에 따라 Fig. 6(a)-(c) 순으로 무색 유동으로 변화하는 것을 확인할 수 있다. 최종적으로 실제 시험조건에 도달한 후에는 Fig. 6(d)와 같이 제트 유동은 육안으로 확인이 불가하며 열량으로 인해 가열된 노즐이 발광하는 현상만 확인할 수 있다. 이후, 정해진 시험 사이클에 따라 시험편을 이송하고 온도를 측정하는 순으로 시험을 수행하였다.
최대출력 시험의 경우 시험장치의 최대 출력(화염온도 1400℃)을 1분 이상 유지하는 절차와, 사이클 시험의 경우 가열(화염온도 1150℃)과 냉각을 각각 15초 주기로 반복하는 절차로 구성하였다. 각 사양시험에 대한 결과인 온도 이력을 Fig. 7에 나타냈다.
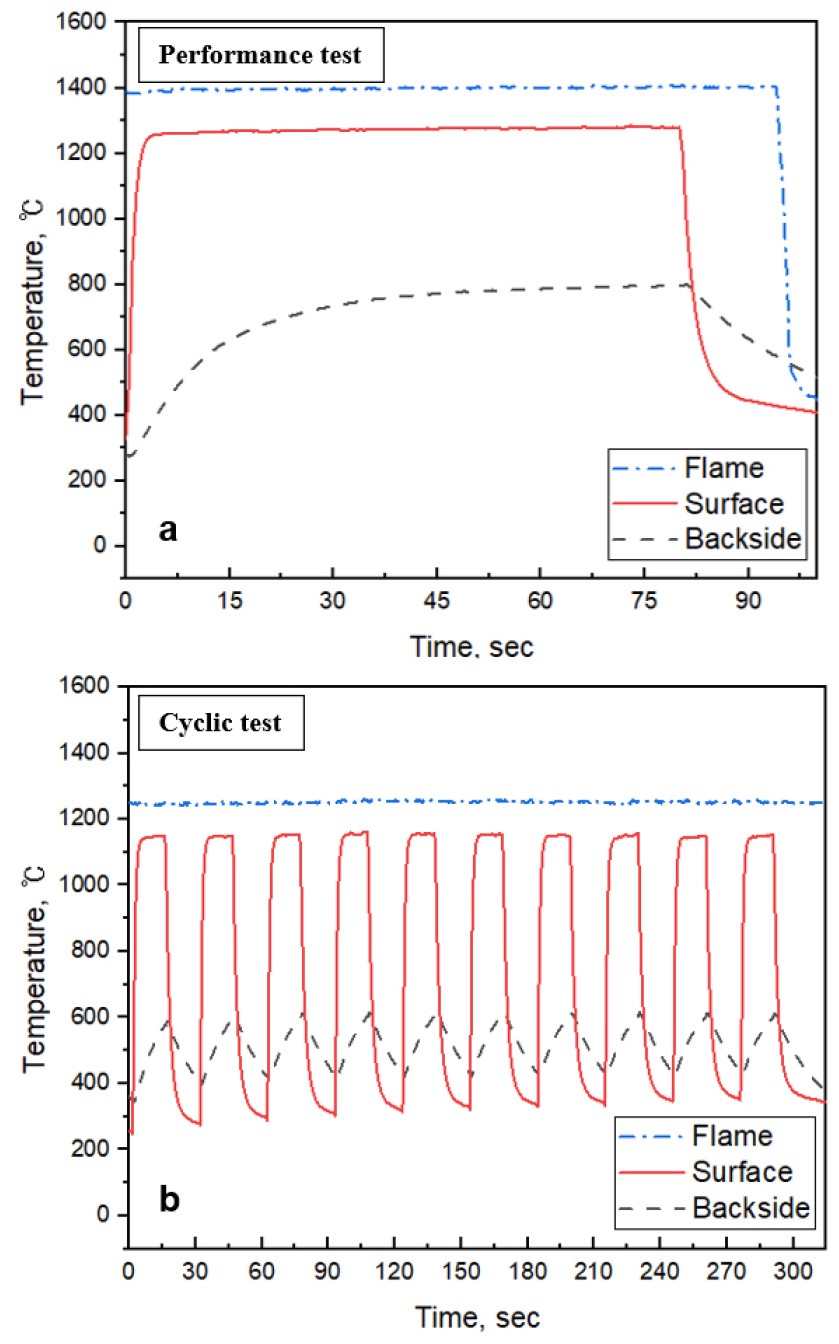
최대출력 시험 결과 화염온도 1400℃(±10℃)를 1분 이상 유지하는 것을 확인하였으며 이때의 표면온도는 수 초 이내 300℃에서 1277℃로 온도평형에 도달하였고, 후면온도는 냉각공기로 인해 80초 동안 약 800℃에 도달하였다. 사이클 시험 결과 시험수행 간(약 300초) 1252℃(±10℃)를 유지하는 것을 확인하였으며 온도는 10-주기 동안 1150℃(±10℃)에 수렴하였다. 각 시험 조건에서 사용된 변수 및 개발 장비의 사양을 Table 1에 기재하였으며, 성능시험은 장비의 최대 사양을 의미하고 주기시험은 일반적 운전 사양을 의미한다.
Table 1.
Burner rig testing parameters.
| Test type |
Performance testing |
Cyclic testing |
|
Flame temperature, ℃ | 1400(±10) | 1252(±10) |
| Surface temperature, ℃ | 1277(±10) | 1150(±10) |
| Nozzle inlet pressure, kPa | 113(abs.) | 112(abs.) |
| Atmospheric pressure, kPa | 101(abs.) | 101(abs.) |
|
Fuel mass flow rate, g/s | 1.55 | 1.28 |
|
Supply air mass flow rate, g/s | 32.9 | 32.2 |
|
Jet speed*, m/s | 326 | 299 |
*calculated by Eq. 6
두 사양시험 결과 모두 목표 온도 대비 오차 10℃ 이내로 화염온도와 열차폐코팅 시험편의 온도를 부여할 수 있었으며, 이때의 제트 유속은 Eq. 6에 의해 각각 326, 299 m/s로 계산된다. 따라서 위 결과를 바탕으로 개발 장치가 목표성능을 성공적으로 만족하는 것을 검증하였다.
4.2 열충격 내구시험 평가
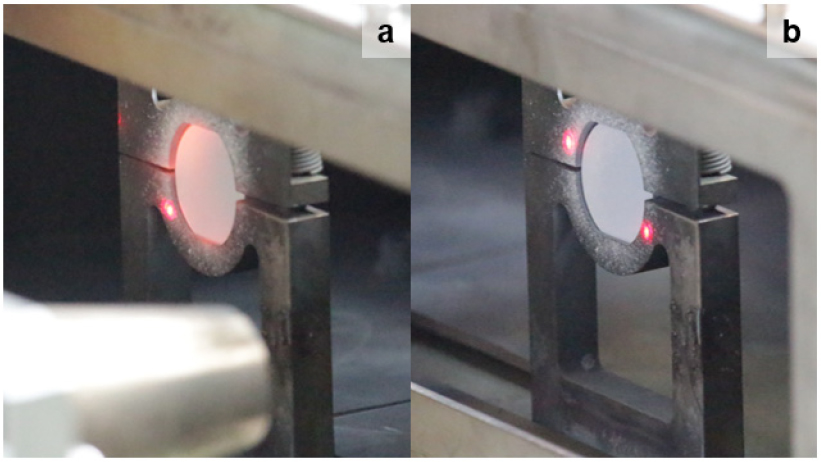
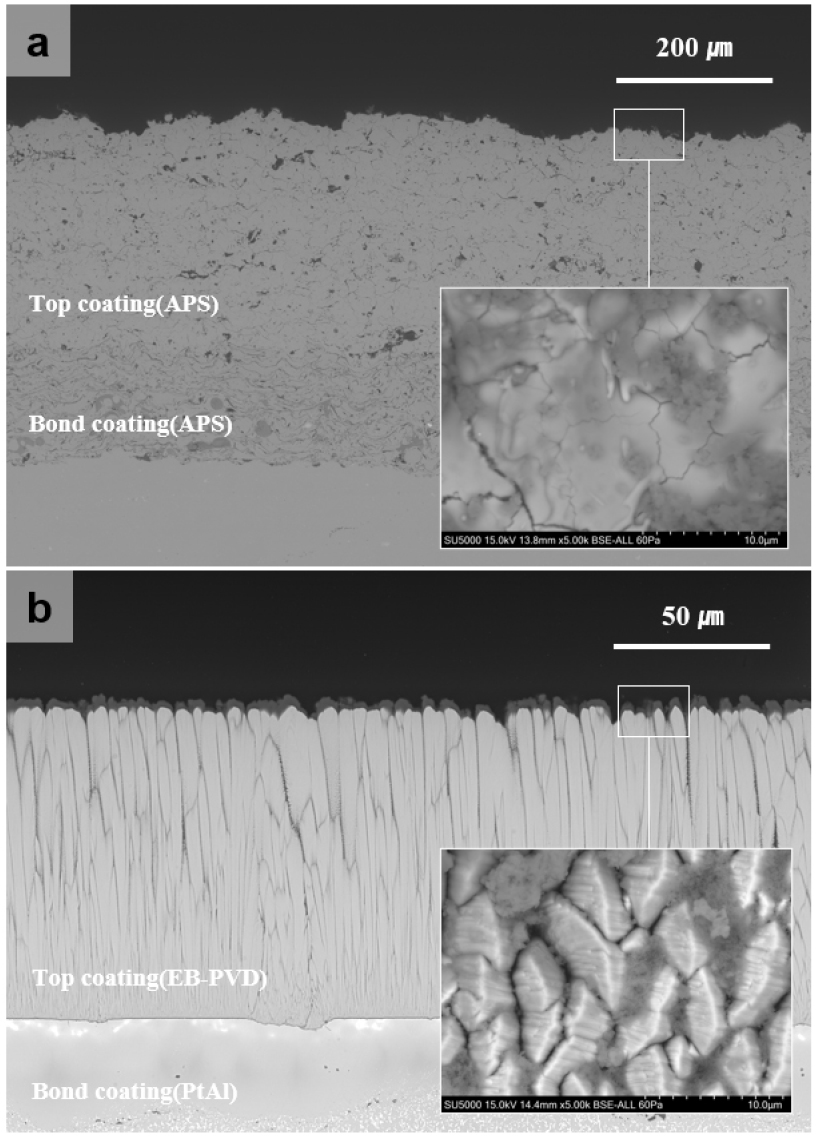
본 연구에서 개발한 열충격 시험장치를 활용하여 현재 국방과학연구소에서 항공용 열차폐코팅 적용 목표로 개발 중인 2종의 코팅 시험편 대해 열충격 저항 성능을 평가하였다. 연소기용 코팅 시험편의 경우 탑코팅과 본드코팅 모두 APS(Atmospheric Plasma Spraying) 방식으로 제작되었으며, 터빈용 코팅 시험편의 경우 탑코팅은 EB-PVD, 본드코팅은 PtAl로 제작되었다. 각 시험편의 모재로는 각각 Hastelloy 합금, CMSX-4를 사용하였으며 지름 25 mm, 두께 3 mm 코인 형태로 제작하였다. 시험 조건은 4.1절의 사이클 시험 연소조건을 동일하게 적용하여 500회의 열충격 내구시험을 수행하였다. 실제 시험 중 시험편을 열간위치와 냉간위치로 이송하며 성능평가를 수행하는 모습을 Fig. 8에 나타냈다. 시험 결과 두 열차폐코팅 시험편 모두 외관상 박리나 파손 흔적이 발견되지 않았고 미시적인 손상을 관찰하기 위하여 전자현미경을 통해 단면을 분석하였다. Fig. 9(a), (b)는 각각 열충격 시험 후 연소기용 코팅과 터빈용 코팅 시험편의 단면 모습을 보여준다. 두 시험편 모두 단면에서 국소 박리의 흔적이나 미세균열이 관찰되지 않았으며, 일반적으로 박리에 취약한 본드코팅과 탑코팅 경계부도 적정 산화물이 형성되어 건전한 결합을 유지하고 있는 것을 확인하였다. 또한 코팅 표면에서도 고온의 제트 유동(약 300 m/s)에 반복적으로 노출되었음에도 표면 구조가 침식되지 않고 건전성을 유지한 것을 확인하였다. 본 연구에서 개발한 시험장치가 엔진환경을 완전히 모사한 것은 아니므로 위 결과를 통해 개발 코팅의 열충격 내구성능이 엔진 수명주기에 부합하는지 판단하기는 어려우나, 주어진 열부하조건(30초 내 1150℃ 승온 및 400℃ 냉각)에 대한 내구성을 보유한다고 결론지을 수 있다. 또한, 가열 유지시간 및 냉각온도에 따라 시험결과에 차이가 발생할 것으로 예상되므로 이에 관한 영향성을 분석하는 연구가 후속되어야 할 것으로 판단된다.