

1. 서 론
금속 적층 제조(Metal Additive Manufacturing, AM)는 난해한 형상의 금속 부품을 제작하는 혁신적인 기술로 급속히 발전하고 있으며, 특히 액체로켓엔진의 복잡하고 고비용의 부품 및 조립체를 기존 기계 가공(machining) 방식보다 효율적으로 생산할 수 있는 대안으로 주목받고 있다[1,2,3]. 적층 제조 기술은 생산 비용 절감, 제작 일정 단축, 접합부 감소를 통한 신뢰성 향상 등의 이점을 제공하며, 기존 방식으로 구현이 불가능했던 복잡한 구조의 실현을 가능하게 한다[4,5,6].
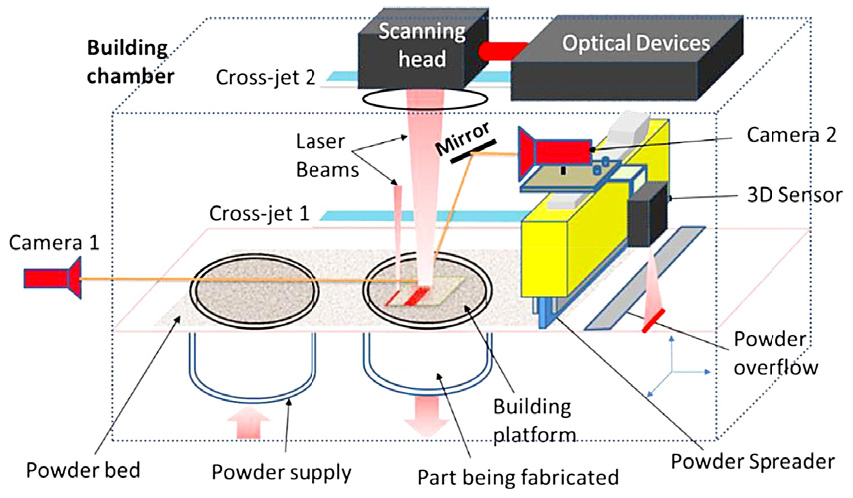
L-PBF(Laser Powder Bed Fusion) 방식은 다양한 적층 제조 기술 중에서도 높은 형상 정밀도를 제공하는 대표적인 공법으로, Fig. 1에 그 개략도가 도시된다[7]. 이 방식은 얇은 금속 분말층을 빌딩 플랫폼(building platform)에 도포한 후, 레이저와 같은 에너지원을 사용하여 특정 영역을 선택적으로 소결하는 원리로 작동한다. 한 층(layer)의 소결이 완료되면 새로운 분말층이 도포되며, 이를 반복하여 3D 형상의 부품이 제작된다[8].
이러한 기술적 강점을 바탕으로 최근 적층 제조 기술을 로켓엔진 분야에 적용하려는 연구가 활발히 이루어지고 있다[9,10,11,12,13,14]. Tucker 등[9]은 적층 제조 기술을 활용하여 로켓엔진의 기하학적 구조를 신속하게 설계하고 성능 분석을 수행하는 최적화 방법론을 제안하였다. Patel 등[10]은 액체로켓엔진 개발 과정에서 DMLS(Direct Metal Laser Sintering)를 적용하여 설계 복잡성을 극복하고 제조 효율성을 향상시키는 방안을 연구하였으며, 초음파 세척, 열처리, 정밀 가공 등의 후처리(post-processing) 기술을 도입하여 적층 제조 부품의 열기계적 안정성을 개선하였다. 또한, Crachi 등[12]은 L-PBF 방식으로 제작된 액체로켓엔진 추력실의 재생냉각 시스템에 대해 저주기 피로(low cycle fatigue) 및 크리프(creep) 특성을 분석하였다.
이와 같은 연구들은 NASA 및 ESA와 같은 항공우주 연구기관뿐만 아니라 SpaceX, Lockheed Martin, Rocket Lab 등의 민간 기업에서도 활발히 진행되고 있어 항공우주 분야에서 적층 제조 기술의 도입이 점차 확대되는 추세이다[15,16,17,18,19,20].
본 연구는 적층 제조 기반 메탄엔진 개발의 일환으로, 단일분사기 연소기의 수류시험과 연소시험을 통하여 적층 제조된 분사기에 대한 성능 비교분석을 목표로 한다.
2. 시험장치 및 방법
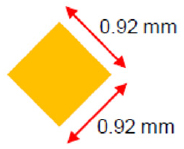
시험에 사용된 분사기 형상이 Table 1에 제시된다. 분사기는 분무 방식에 따라 전단형(shear type)과 스월형(swirl type) 두 가지 유형으로 구분되며, 각 유형은 리세스(recess) 또는 유입구 형상과 같은 설계 변수를 변화시켜 각 3가지 종류 분사기에 대한 시험을 수행하였다. 모든 분사기는 EOS M 290 장비[21]를 이용한 L-PBF 방식으로 제조되었으며, 소재로는 높은 내열성과 내산화성을 갖춘 Inconel 718이 사용되었다. 또한, 내측 유로는 산화제인 액체산소가, 외측 유로는 연료인 기체메탄이 흐르도록 설계되었으며, 전단형의 내측 유로 확산각(divergent angle of inner passage)은 7°, 스월형은 14°로 설정되었다. 아울러, 적층 제조 공정의 한계를 고려하여 내측 유로의 유입구 형상은 마름모 또는 사다리꼴 형상으로 설계되었다.
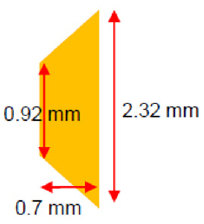
전단형 분사기는 내측 유로의 얇은 끝단을 연소 화염에 의한 열기계적 손상으로부터 보호할 수 있는 최소 리세스 길이인 2.0 mm(A2.0 분사기)와 분무성능이 급격히 저하되기 전의 리세스 길이인 8.5 mm(A8.5 분사기), 그리고 그 중간값인 리세스 길이 5.5 mm(A5.5 분사기)로 세분화된다. 한편, 스월형 분사기에는 기체 추진제의 스월 효과를 유도하기 위해 외측 유로에 스크류 구조가 적용되었으며, 산화제와 연료가 동일한 방향으로 회전하도록 설계되었다. 또한, 스월형 분사기는 내측 유로의 유입구 형상에 따라 B1, B2, 그리고 B3의 세 가지 형상으로 구분되며, 형상별 내측 유동 회전속력(rotating velocity)을 계산한 결과는 Fig. 2에 도시된다. 마름모형 유입구를 갖는 B1 및 B2 분사기는 유입구 개수와 단일 입구 면적의 차이에도 불구하고 유사한 거동을 보인다. 반면, 사다리꼴형 유입구(trapezoid hole)를 갖는 B3 분사기는 회전속력이 마름모형 대비 약 40% 증가하였는데, 이는 상대적으로 긴 스월 암(swirl arm)과 유입구 형상에 기인한 스월 강화의 결과로 해석된다.
Table 1.
Specifications of additively manufactured injectors used in the test.








시험에 사용된 단일분사기 연소기는 Fig. 3에 제시된 바와 같이, 분사기 조립체(injector assembly), 점화기 조립체(ignitor assembly), 그리고 추력실(thrust chamber)로 구성된다. 추력실을 제외한 모든 구성요소는 분사기와 동일하게 L-PBF 방식으로 Inconel 718을 사용하여 적층 제조된 반면, 추력실은 전기주조(electro forming) 방식으로 제작되었으며, Nickel 소재의 외부 자켓(outer jacket)과 C18200 소재의 연소실 라이너(combustion chamber liner)로 구성된다. 연소 화염에 의해 고온의 열 유속에 직접 노출되는 추력실과 점화기 조립체는 내부 유로를 통해 냉각제가 공급되도록 설계되어, 열기계적 손상을 방지할 수 있도록 하였다.
분사기 성능 비교를 위한 수류시험과 연소시험 조건이 Table 2와 Table 3에 제시되어 있으며, 이때 표에 명시된 설계 분사차압(design pressrue differential)은 기체메탄과 액체산소를 사용한 수류시험을 통해 확인된 정격유량 공급 조건에서의 분사차압으로 정의된다. 수류시험에서는 연료와 산화제의 모사체(simulant)로 각각 기체질소와 물이 채택되었으며, 설계 분사차압을 기준으로 연료 측 분사차압이 100%로 고정된 상태에서 산화제 측 분사차압은 60%에서 120%까지 20% 간격으로 증가되었다.
Table 2.
Condition of the cold-flow test.
| Simulant | |
| Fuel | GN2 |
| Oxidizer | Water |
| Design pressure differential | |
| Fuel side, | 6 bar |
| Oxidizer side, | 11 bar |
| Simulant injection condition | |
| Fuel side, | 100% |
| Oxidizer side, | 60-120%, =20% |
Table 3.
Condition of the hot-fire test.
| Propellants | |
| Fuel | GCH4 |
| Oxidizer | LOx |
| Supply condition | |
| Total mass-flow rate | 92.2 g/s |
| O/F ratio | 3.4 |
| Combustion duration | 6.0 s |
| Mass flow rate of coolant | 300 g/s |
| Target chamber pressure | 16 bar |
시험 중 형성된 분무 시트(spray sheet)는 DSLR 카메라와 초고속 카메라를 이용하여 촬영하였다. 초고속 카메라 촬영에는 슐리렌 기법(Schlieren method)이 적용되었으며, 1000 fps로 4초간 촬영되었다. 획득된 이미지는 grayscale로 변환한 뒤 흑백 이미지로 이진화하여 분무 시트의 경계선을 추출하였다. 이후, 해당 경계의 기울기를 계산하여 분무각(spray angle)을 산출하였으며, 10 ms 간격으로 저장된 총 400장의 이미지로부터 평균값과 표준편차를 도출하였다. 또한, 측정된 온도, 압력, 그리고 압력 데이터를 기반으로 배출계수(discharge coefficient, )가 산출되었다.
연소시험은 기체메탄과 액체산소를 사용하여 총 유량 92.2 g/s와 혼합비 3.4의 연료과농 조건에서 총 6초 동안 수행되었다. 추가로, 연소 과정에서 발생하는 열부하(thermal load)는 추력실 벽면에 장착된 냉각채널(cooling channel)을 통해 제어되었으며, 냉각제로는 물이 사용되었고, 300 g/s의 유량으로 공급되어 연소 중 열기계적 안정성이 유지되도록 하였다.
3. 결과 및 고찰
설계 분사차압 조건에서 액체 모사체만을 사용하여 형성된 분무 시트를 총 4초간 1초 간격으로 촬영한 결과를 Fig. 4에 도시한다. 분무 결과, 분무 시트에서 액체의 분포가 전반적으로 불균일하게 형성되며, 특히 전단형 분사기에서는 불규칙한 분무가 더욱 두드러지게 나타나는 것으로 확인된다. 이는 액체가 내측 유로를 스월 없이 제트 형태로 통과하는 과정에서, 거친 내벽 조도로 인해 유동이 불규칙하게 박리되어 확산면을 따라 안정적인 흐름이 유지되지 못한 결과로 해석된다. 이러한 불규칙한 분무 패턴의 원인으로 지목되는 거친 내벽 조도는 Fig. 5에서 육안으로도 확인되며, 기계가공된 일반적인 표면 상태보다 거친 것이 명확히 식별된다.
스월형 분사기는 전체적으로 원추형 분무 시트를 형성하며, 전단형 분사기보다 상대적으로 균일하고 안정적인 분무 패턴을 보이는 것으로 확인된다. 한편, B1과 B2 분사기는 액체가 상대적으로 V자 형태로 집중되는 경향을 보이는 반면, B3 분사기에서는 원추형 분무 시트 전반에 걸쳐 보다 균일한 분포가 관찰된다. 이러한 차이는 Fig. 2에서 확인된 유입구 형상에 따른 유체의 스월 강도 차이와 내벽 조도의 영향에 기인한 것으로 판단된다.
기체질소와 물을 동시에 분사하여 측정한 분무각은 Fig. 6에 도시된 바와 같이 산화제 측 분사차압이 증가함에 따라 점진적으로 확대되는 경향을 보인다. 또한, 분사기별 분무각의 표준편차를 통해 Fig. 4에서 관찰된 전단형 분사기의 분무 패턴이 불규칙하다는 점이 재확인된다.
스월형 분사기는 전단형 분사기보다 전반적으로 더 넓은 분무각을 형성하는데, 이는 상대적으로 큰 내부 유로 확산각과 더불어 액체의 스월로 인해 각운동량이 증가한 데 기인한다. 한편, A2.0 분사기는 분사차압 증가에 따라 불규칙적인 분무각 변화 경향이 관찰되며, 이러한 거동은 Fig. 4에서 관찰된 분무 패턴의 불규칙성과 밀접하게 관계한다. 추가로, B3 분사기는 유입구 형상에 기인한 상대적으로 가장 강한 스월 강도에 의해 분무각이 가장 넓게 형성되며, 이에 따라 추진제의 미립화에 가장 유리할 것으로 판단된다.
시험을 통해 산출된 분사기별 배출계수가 Fig. 7에 제시된다. 전단형 분사기는 리세스를 제외한 유로 형상이 모두 동일하므로 유사한 배출계수 거동을 보인다. 반면, 스월형 분사기는 유로 구조가 복잡하고, 산화제 측 유입구 형상에 따라 스월 강도가 상이하여 분사기 간 배출계수에 차이가 발생한 것으로 확인된다. 또한, 스월형 분사기는 스월 각운동량의 영향으로 인해 전단형보다 전반적으로 낮은 배출계수를 기록하였는데, 이는 액막 두께가 감소하여 미립화가 촉진될 가능성이 높음을 시사한다. 한편, B1 분사기는 다른 스월형 분사기와 달리 비정상적인 배출계수 거동을 보이는데, 이는 육안으로 명확한 결함이 확인되지 않은 점을 고려할 때, 적층 제조 공정 중 내부 유로에서 구조적 결함이 포함했을 가능성이 있으며, 이러한 결함으로 인해 분사기 내부에서 산화제 측 유동이 연료 측 유동을 방해하였을 것으로 판단된다.
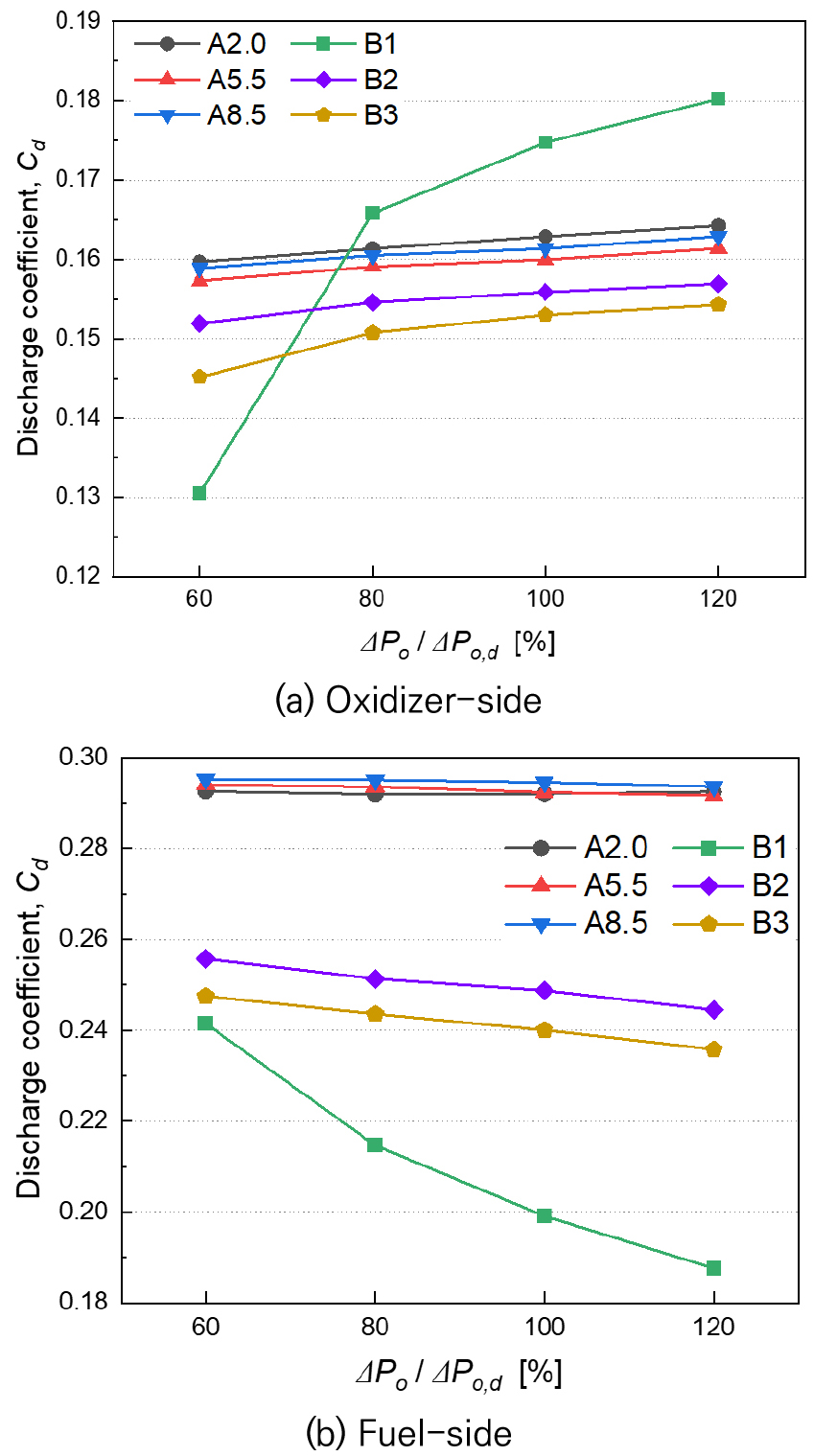
수류시험 결과를 종합하면, B3 분사기가 가장 우수한 분무성능을 보인 반면, A2.0과 A8.5 분사기는 상대적으로 불규칙한 분무 패턴으로 인해 연소 불안정의 위험이 큰 것으로 평가되었다. 이에 따라, 추후의 연소시험에서는 A5.5, B1, B2, B3 분사기가 연소성능평가에 사용되었다.
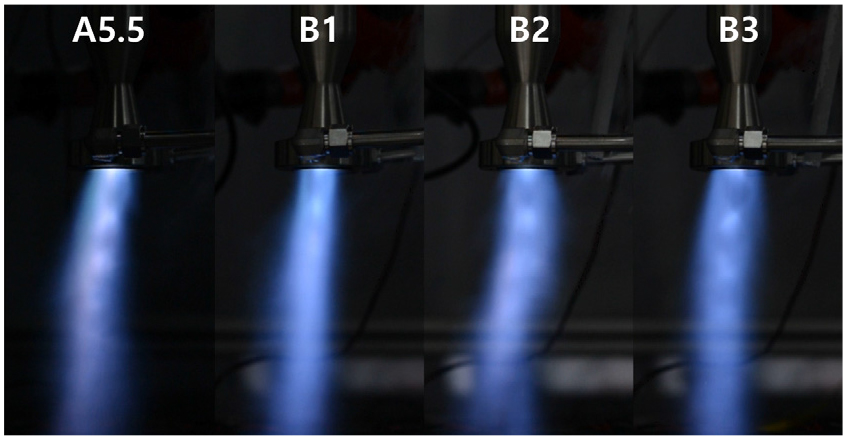
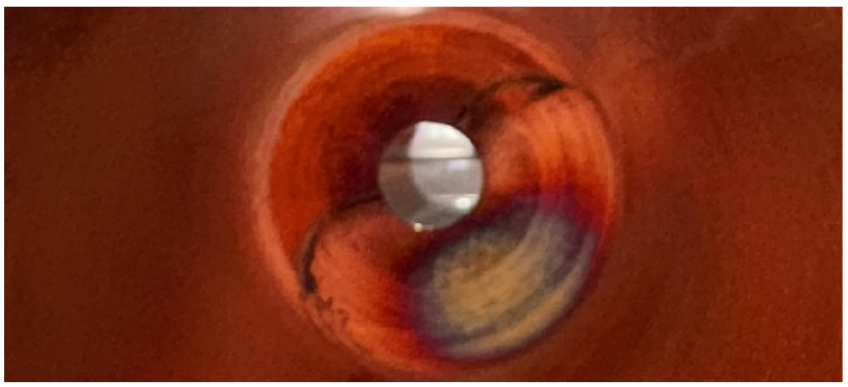
연소시험에서 촬영된 플룸 형상은 Fig. 8에 도시되며, 모든 시험에서 플룸이 특정 방향으로 편향되고 불안정하게 흔들리는 현상이 발생하였다. 이와 같은 연소 화염의 편향은 시험 후 Fig. 9에 제시된 노즐 축소부의 국부적인 열 변색(thermal discoloration)을 통해, AM 분사기 유로의 불균일성에 기인하는 추진제 편류의 결과임이 확인되었으며, 이는 연소효율의 저하를 초래하였을 것으로 판단된다.
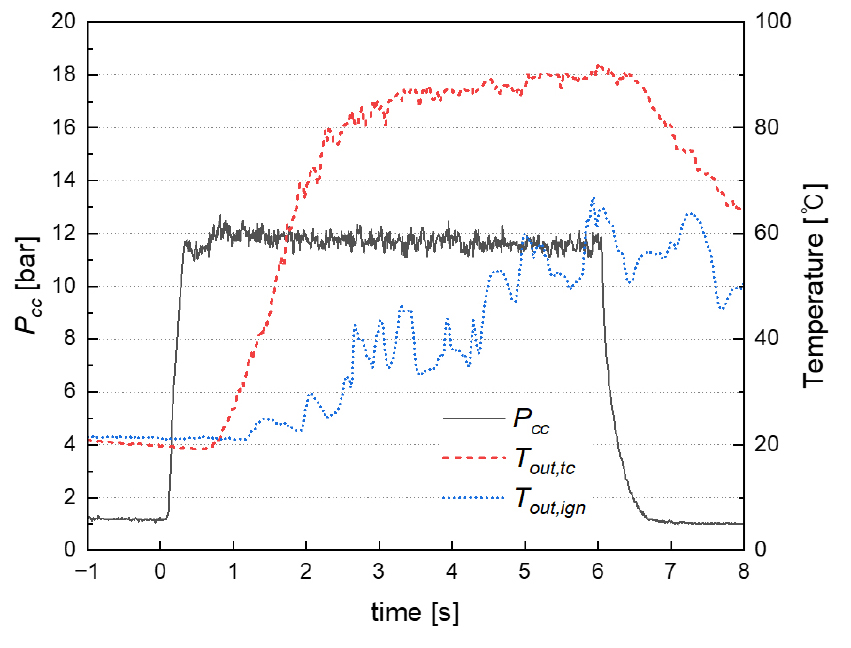
모든 분사기 시험에서 계측된 연소실 압력과 냉각채널 출구 냉각수 온도는 유사한 경향을 보였으며, 그중 Fig. 10은 B3 분사기를 사용한 시험 결과를 보이고 있다. 연소실 압력()은 연소 초기에 분사기 매니폴드 내 열교환으로 인해 액체산소 일부가 기화하고 기체산소와 혼합되면서 2상 유동(two-phase flow)이 형성되어 순간적인 변동이 발생하였고, 이로 인해 플룸이 붉은 빛을 띠는 현상이 관찰되었다. 그러나 분사기가 빠르게 냉각됨에 따라 유동은 액체상의 단일상(single-phase)으로 전환되었고, 압력은 1초 이내에 안정화되었다. 또한, 연소 과정 전반에 걸쳐 관찰되는 압력 변동은 분사기에서 연소실로 유입되는 유동이 유발한 종 방향 연소 불안정(longitudinal combustion instability)에 기인하는 것으로 판단되며, 이러한 불안정은 점화기 조립체를 통과한 냉각수 온도() 선도의 변동성을 통해 확인된다. 추가로, 추력실을 통과한 냉각수 온도()는 연소가 진행됨에 따라 약 90℃까지 상승한 후 유지되는 양상을 보인다.
시험에서 계측된 유량과 시험 데이터를 기반으로 CEA (Chemical Equilibrium with Applications) 해석을 수행하여 분석된 연소성능은 Table 4와 Fig. 11에 각각 요약되어 있다. 전단형 분사기인 A5.5의 특성속도()는 다른 스월형 분사기들(B1, B2, B3)에 비해 저조하였는데, 이는 소형 추력실에서 스월형 분사 방식이 전단형보다 연소성능이 우수하다는 기존 연구 결과[22]와 부합한다. 연소효율()은 수류시험에서 확인된 불균일한 분무로 인한 저조한 혼합 및 미립화성능, 그리고 Fig. 10에서 관찰된 냉각채널과의 열교환으로 인해 전반적으로 낮게 산출되었다. 그중에서도 스월형 분사기는 상대적으로 높은 효율을 보였다. 또한, 스월형 분사기의 연소성능을 살펴보면, 강한 스월 강도와 우수한 분무성능을 갖는 사다리꼴 유입구 형상이 성능 개선에 긍정적인 영향을 미치는 것으로 나타났다.
Table 4.
Propellant flow rate measured during the test.
| Model no. | A5.5 | B1 | B2 | B3 |
| [g/s] | 20.8 | 20.8 | 20.7 | 21.0 |
| [g/s] | 71.4 | 62.1 | 69.7 | 70.3 |
| 3.43 | 2.99 | 3.36 | 3.35 |
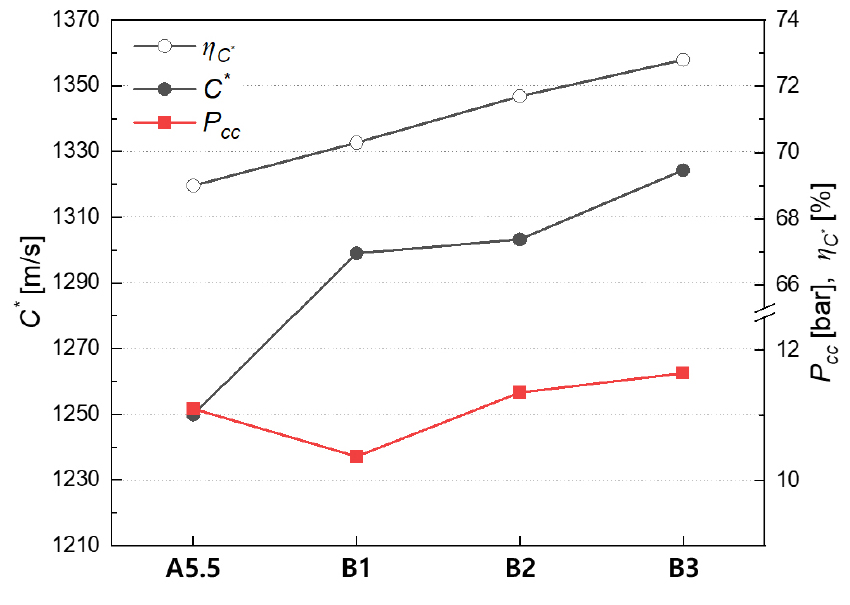
연소실 압력의 변이는 특성속도와 전반적으로 유사한 경향을 보였으나, B1 분사기는 다른 분사기에 비해 현저히 낮은 압력을 기록하였다. 이는 연소 과정에서 분사기에 열기계적 손상이 발생함에 따라, Table 4에서 확인되듯 공급되는 산화제 유량이 감소한 데에 기인한다. 이로 인해 연소실 압력은 낮았으나, 연소효율은 분무성능이 상대적으로 우수한 B1 분사기가 A5.5 분사기보다 높은 값을 나타내었다. 또한, Fig. 12에서 볼 수 있듯이, 시험 후 B1 분사기의 스크류 구조는 심각하게 손상되었으며, 외부에서도 화염에 의한 열 변색이 관찰된다. 이러한 결과는 Fig. 7에 제시된 배출계수의 경향과 함께 고려할 때, 내부 유로에서 부분적인 미세결함과 같은 구조적 이상이 발생하였음을 시사한다. 그 결과, 연료와 산화제가 비정상적으로 혼합되면서 연소 화염이 분사기 내부에 형성되어 결국 치명적인 구조적 손상으로 이어진 것으로 판단된다.

연소시험 결과를 종합하면, B3 분사기의 성능이 가장 우수한 것으로 확인된다. 한편, 분사기의 거친 표면 조도로 인한 분무성능 저하와 이에 기인한 연소효율의 감소, 그리고 시험 중 일부 분사기에서 발생한 것으로 판단되는 구조적 결함에 의한 열기계적 손상은 전반적인 연소성능에 부정적인 영향을 미친 것으로 나타났다.
4. 결 론
본 연구에서는 Inconel 718 소재를 사용한 L-PBF (Laser Powder Bed Fusion) 방식을 통해 제조된 소형 메탄로켓엔진용 분사기의 성능을 수류시험 및 연소시험을 통해 평가하였다.
시험 결과, 전 분사기에서 공통적으로 거친 표면 조도가 관찰되었으며, 이는 유동 저항 증가 및 분무 불균일성을 유발하여 전체적인 연소 성능 저하의 원인으로 분석되었다. 특히 전단형 분사기의 경우, 표면 조도로 인해 유동이 내벽에서 불규칙하게 박리되어 불안정한 분무 패턴이 형성되었고, 이로 인해 연소시험에서도 낮은 특성속도 및 연소 효율이 나타났다. 반면, 스월형 분사기는 유입 유동에 각운동량이 부여됨으로써 스월효과에 의해 박리 현상이 억제되었고, 보다 넓고 안정적인 분무 시트를 형성하여 우수한 분무 특성을 보였다. 이러한 경향은 연소시험에서도 일관되게 유지되어, 상대적으로 높은 특성속도와 효율로 이어졌다. 한편, B1 분사기에서는 제조 공정 중 발생한 것으로 판단되는 유로 내 미세균열과 같은 구조적 이상으로 인해 수류시험에서 비정상적인 배출계수 경향이 나타났으며, 연소시험에서는 열기계적 손상과 이로 인한 추진제 유량 및 압력 감소가 관찰되었다. 종합적으로 평가한 결과, 사다리꼴 유입구 형상이 적용된 B3 분사기는 마름모꼴 형상의 B1과 B2 분사기보다 상대적으로 우수한 스월 강도를 바탕으로 분무성능뿐만 아니라 연소성능 측면에서도 더욱 뛰어난 결과를 나타냈다.
