

1. 서 론
로켓엔진 개발에서 적층제조(additive manufacturing, AM) 기술 적용은 보편화되고 있다. 이러한 현상은 저비용 발사체 개발을 위한 가장 효과적인 수단으로 인식되기 때문이다[1,2,3,4]. 적층제조를 활용한 로켓엔진의 개발 초기 단계에서는 모형제작 및 설계 형상 검증을 위해서 재료 압출 방식(material extrusion, ME) 중 플라스틱을 소재로 사용하는 용융 증착 모델링(fused deposition modeling, FDM), 정밀도가 상대적으로 우수한 가능한 액조 광경화(vat photo polymerization) 방식이 빠른 모형제작(rapid prototyping, RP)을 위해 활용된다.
기능 및 작동시험이 필요한 단계의 시제품은 금속(metal) 적층제조 기술을 활용하게 된다. 로켓엔진 제작에 가장 많이 활용되는 금속 적층제조 기술은 분말 베드 융해(powder bed fusion, PBF) 방식이며, 금속을 녹이는 에너지원의 종료에 따라서 레이저(laser) 방식과 전지빔(electron beam) 방식으로 나누어진다. 최근에 생산성(제작속도)과 제작품의 대형화, 소재 활용의 다양성 등으로 인해 에너지 제어 용착(directed energy deposition, DED) 방식이 활용되며, 사용되는 소재 상태에 따라서 분말(powder) 또는 와이어(wire) 방식으로 분류된다.
본 논문에서는 한국항공우주연구원 소형발사체연구부(이하 소형연)에서 적층제작 기술을 연소기 개발에 활용한 사례를 소개하고, 연소시험을 통해 설계, 제작 및 주요 성능 검증 시험 결과를 제시한다.
2. 연소기 적층제조
2.1 소형 메탄엔진 연소기
소형발사체 상단 엔진용으로 연구가 진행된 3톤급 메탄 엔진을 시작으로 적층제조 기술을 활용한 시제가 제작되었다. Fig. 1에 소형 메탄엔진 연소기의 적층제조 기술로 제작된 시제품을 제시하였으며, 현재 추가로 설계 개선된 시제품 제작도 진행 중이다.

처음으로 제작된 3톤급 연소실 실린더는 국내 활용 가능 장비의 부재로 인해 EOS Singapore를 통해 2019년 제작되었다. 2020년에는 국내 Inconel 718 소재 활용이 가능한 경상국립대학교 3D프린팅 경남센터를 통해 3톤급 연소기의 노즐목과 헤드부가 추가로 제작되었다.
이와 병행하여 국내에서 활용할 수 있는 기술 수준의 적층제조 기술 연구와 달착륙선 지상시험용 추진기관 활용을 목표로 한 1톤급 메탄엔진 연소기에 대한 설계가 진행되었다. 그 결과로서 헤드와 연소실을 Inconel 718로 제작한 연소기((주)아바코, Velo3D-Sapphire 활용)와 STS 316L 헤드부와 Pure Copper 연소실 조합의 연소기((주)비츠로넥스텍, EOS-M290 활용)가 각각 제작되었다.
적층제조 기술을 활용한 연소기 제작 연구 및 제조 기술 개발 등은 변형 최소화 설계 및 적층제조 공정 조절, 소재 다변화 등의 방향으로 지속적으로 수행되었다. Inconel 718을 활용한 추가 헤드부 제작과 구리합금(CuCrZr)을 적용한 1톤급 및 3톤급 연소실이 2022년 제작되었다. 당시 국내 구리합금 적층제조 기반이 충분하지 못하여 1톤급 연소실과 3톤급 연소실 일체형은 각각 EOS Finland의 M400과 EOS 자회사인 AMCM의 M4K 장비를 활용하여 제작되었다. 1톤급 연소실 중에는 (주)비츠로넥스텍 EOS M400을 활용하여 구리합금으로 연소실을 2개 부품으로 제작하여 전자빔 용접을 통해 접합한 시제품도 있다.
금속 적층제조를 활용한 로켓엔진 연소기 제작에는 대부분 Laser PBF 방식이 활용되었다. 하지만, 현재 Laser PBF 기술은 단일 소재로만 제작해야 하는 기술적 제약으로 인하여, 전통 제조 방식에서 필요한 위치에 최적 소재를 사용하던 장점을 살릴 수 없는 한계가 존재한다. 한계 극복의 방안으로 이종금속 적층제조가 가능한 파우더 DED 방식(P-DED) 기술을 보유한 (주)인스텍을 통해서 3톤급 연소실을 제작하였다. P-DED 기술은 이종 소재(multi-material) 활용과 대형제품 제작의 장점이 있지만, 제작품의 표면 거칠기 및 활용 소재 측면에서 단점이 존재한다. P-DED 장단점을 고려하여 적층제조 장비 개발, 판매 및 제작 서비스 측면에서 세계적인 기술력을 인정받고 있는 국내기업((주)인스텍)과 협의를 통해 적용 가능 소재와 제작 조건에 맞는 제작 설계안을 도출할 수 있었다.
P-DED 기술을 활용하여 제작한 제품은 3톤급 연소실의 노즐목부만 제작한 제품, 노즐목부와 실린더부가 일체형으로 제작된 2종이 있다(Fig. 1). 이종 소재 활용이 가능한 P-DED 기술을 활용하여 연소실에서 열전달 특성이 중요한 내피는 구리가 90% 수준으로 함유된 Al. Bronze 소재를 사용하였고, 압력 하중을 버틸 수 있는 강도가 중요한 외측은 Inconel 625를 적용하였다[5,6]. P-DED로 제작된 노즐목부는 L-PBF로 제작된 노즐목부를 대체하여 조립되고, 2023년 연소시험을 통해 가능성 검증이 수행되었다. 연소시험을 통해 P-DED 기술을 활용한 로켓노즐 구현 가능성이 확인된 후, 2023년 동일한 공정을 적용한 일체형 연소실(실린더부+노즐목부)을 추가 제작되었으며(Fig. 1), 2025년 연소시험을 수행하여 성능을 검증할 계획이다.
2.2 중형 메탄엔진 연소기
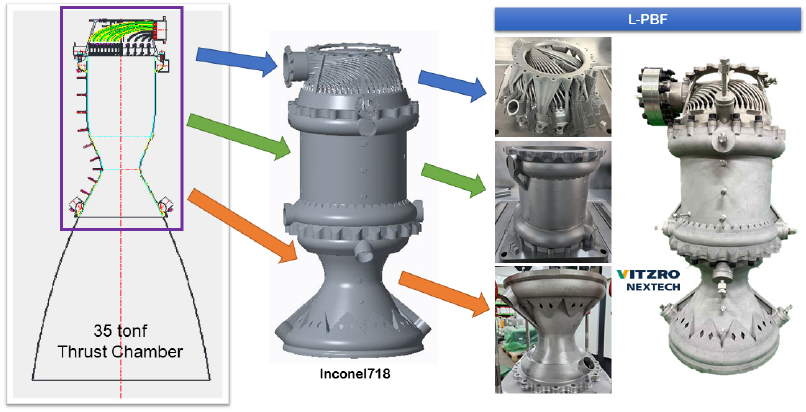
적층제조 분야에서는 대형 제품에 해당하는 35톤급 중형 메탄엔진 연소기에 대한 적층제조 공정 기술 개발은 (주)비츠로넥스텍 주관으로 소형연과 함께 수행한 산업통상자원부(이하 산자부) 과제('22-'24)를 통해 설계 및 제작이 수행되었다[7,8,9]. 35톤급 메탄엔진은 소형발사체, 공중발사체 및 한국형 재사용발사체 등에 모두 활용이 가능한 추력 규모로 소형연에서 제안하였다[10,11].
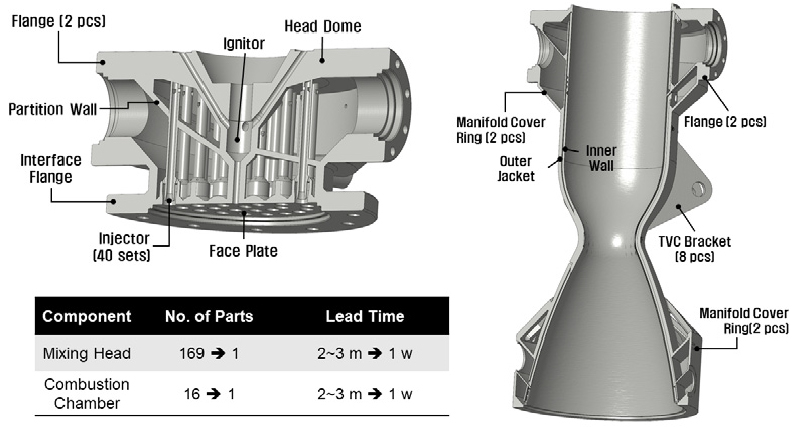
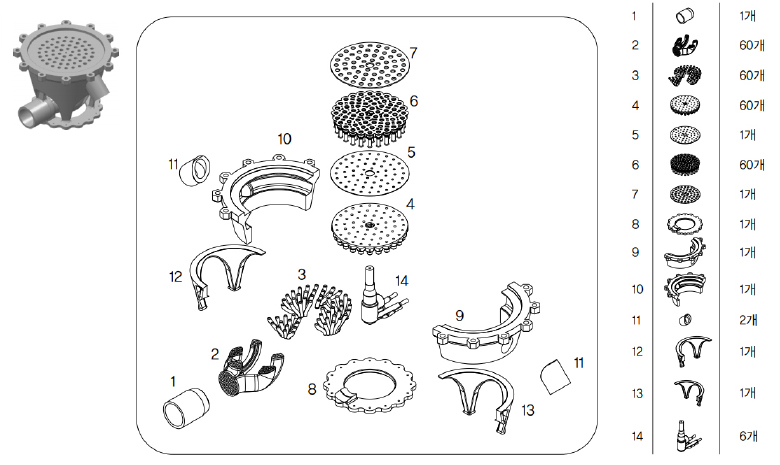
산자부 과제에서는 국내에서 활용할 수 있는 L-PBF 금속 적층제조 기술로 대형 제품 제작 기술을 확보하는 것이 목표였다. 주관기관에서 보유한 EOS社 M400 장비를 활용하고, 소재는 Inconel 718를 적용하여 연소기 헤드부, 실린더부 및 노즐목부로 분할하여 각각 제작하였다(Fig. 2). 제작된 35톤급 메탄엔진 연소기는 후속 공정(열처리, 기계가공 등)을 통해 부품별로 강도시험 및 기밀시험이 수행되었으며, 헤드부 수류시험을 통해 튜브로 연결된 분사기에서의 유량 균일성을 확인하였다.
2.3 복사냉각 노즐 확장부
발사체 상단 엔진 또는 우주추진기관용 엔진에서 요구되는 고확대비 노즐은 내열 금속 또는 복합재를 활용하여 복사냉각 방식으로 제작함으로써 엔진시스템의 구조 및 검증을 단순하게 하며, 제작 기간 단축 및 제작 비용 저감에도 긍정적인 효과도 발휘한다[12,13,14]. 발사체 상단엔진에서 금속 재질의 복사 냉각 방식을 적용하는 경우는 대부분 내열 금속인 니오비윰(Nb)을 기반으로 한 합급(C103)이 사용된다. C103 소재는 아폴로 달착륙선 모듈에 사용되었고, 최근에는 SpaceX, Rocket Labs, Relativity Space 등의 발사체 상단 엔진에 활용되고 있다.
일반적인 C103 노즐 확장부는 판재 형태의 소재를 활용하여 형상을 절개하고 곡률에 맞게 절곡하여 맞댄 상태에서 이음 부위를 용접하고 프레스를 통해 최종 형상을 완성하는 공정으로 제작된다. 이러한 제작 방식은 다양한 치구(형상 절곡 치구, 산화 방지를 위한 용접 치구 및 목표 형상으로 변형시키는 기준형상 치구)와 대형 프레스와 같은 시설 장치가 요구된다. 하지만, C103 파우더를 활용하는 적층제조에서는 형상절곡 및 형상 변형 치구 등이 필요 없다. 현재는 판재에 비해 P-DED 적용에 크기 제한이 있고 제품의 거친 표면도 엔진 성능 저하 원인이 될 수 있기 때문에 정량적 평가가 필요하다
Fig. 1에 제시된 사진처럼 C103를 활용한 노즐 확장부는 1톤급 연소기와 3톤급 연소기에 맞게 P-DED 방식으로 제작되었다((주)인스텍, MX-Lab & MX-Fab 활용). 제작된 1톤급 연소기용 노즐 확장부에는 베델표면처리연구소의 기술을 활용한 내산화 코팅이 적용되었고, 2023년과 2024년에 연소시험을 수행하여 가능성을 확인하였다. 3톤급 연소기에 대해서는 2025년 연소시험을 목표로 하고 있다.
3. 연소기 제작
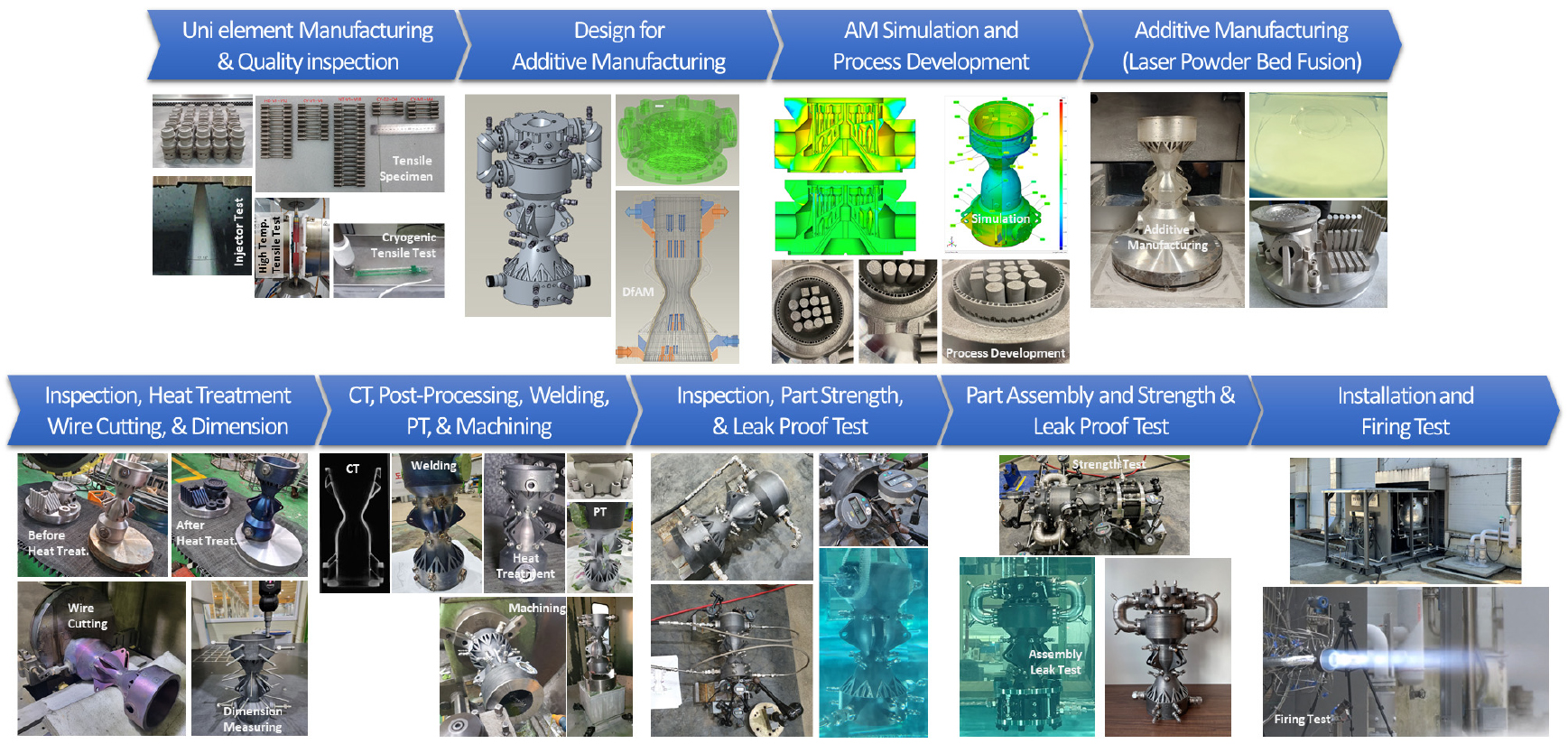
적층제조 기술로 제작된 제품을 최종 제품의 형태로 완성하여 활용하기 위해서는 소재 및 제품 목적에 맞는 후공정이 반드시 필요하다. 이러한 후공정은 잔류 응력 제거 열처리, 치수 검사, 와이어 커팅, 비파괴 검사(X-ray CT, PT), 기계가공, HIP 열처리, 시효경화 열처리, 강도기밀시험 등 다양하다(Fig. 3).
적층제조를 통해 제품을 생산하는 과정에서는 반드시 필요한 공정으로 3D프린팅을 활용하여 적층으로 형상을 제조하는 것과 동등한 수준의 비용이 소요되는 것이 일반적이다. 요구되는 정밀도와 표면 거칠기, 내부 구조의 복잡성 등에 따라서는 더 높은 비용이 소요되기도 한다.
적층된 소재의 가공 난이도, 인터페이스 부분의 높은 정밀도 요구조건 및 시제품 수준의 적은 제작 수량 등으로 인해 열처리 및 기계가공을 총괄하여 수행할 수 있는 국내 제작 파트너를 찾는 것이 쉽지 않으며, 해외 제작 파트너 확보는 더욱 어려운 상황이다. 더구나, 제작 검증 최종 단계에 해당하는 수압 강도시험 및 공압 기밀시험의 제작 검증 요구사항을 모두 수행할 수 있는 제조사는 더욱 드문 상황이다.
적층제조를 이용한 로켓엔진 구성품 완성을 위해서는 후속 공정에 대한 통합 관리가 반드시 필요한 상황이지만, 현재 국내 여건은 개별 공정이 개별 기업에 흩어져 있는 상황이다. 적층제조 기술의 보편화를 조금이라도 앞당기고, 로켓엔진 개발 기관들의 참여를 높이기 위해서는 통합 제조 서비스가 가능한 기업을 발굴하여 지원하고 필요한 기술을 공동으로 연구하는 과정이 필요하다.
4. 연소기 시험
적층 제조된 메탄엔진 연소기를 활용한 다수의 연소시험을 수행하여 적층제조 기술의 적용 가능성을 확인하였다. 성능 및 특성 측면에서 표면 조도의 저하로 인한 차압 증가, 냉각 채널의 구성에 필요한 정밀도 확보, 내부 냉각 채널에서의 막힘 현상 등에 대한 우려들이 존재한다.
적층제조 기술을 적용하여 제작된 1톤급 메탄엔진 연소기는 산화제와 연료를 모두 재생냉각에 활용하는 냉각 채널이 형성되어 있으며, 헤드와 연소실의 구성에 따라서 4종 구성으로 2023년까지 58회 893초의 누적 연소시험을 수행하였다(Table 1). 1톤급 메탄엔진 연소기를 활용하여 수행된 연소시험은 다수의 정격 및 탈설계점 조건 연소시험을 포함하여, 추력 조절(86% → 57% → 31% →80%), 재점화 연소시험(800초 동안 5회 점화) 및 복사냉각 노즐 확장부(C103 and C/SiC)를 장착한 시험 등으로 구성되어 있다(Fig. 4, 5, 6, 7, [15,16,17]).
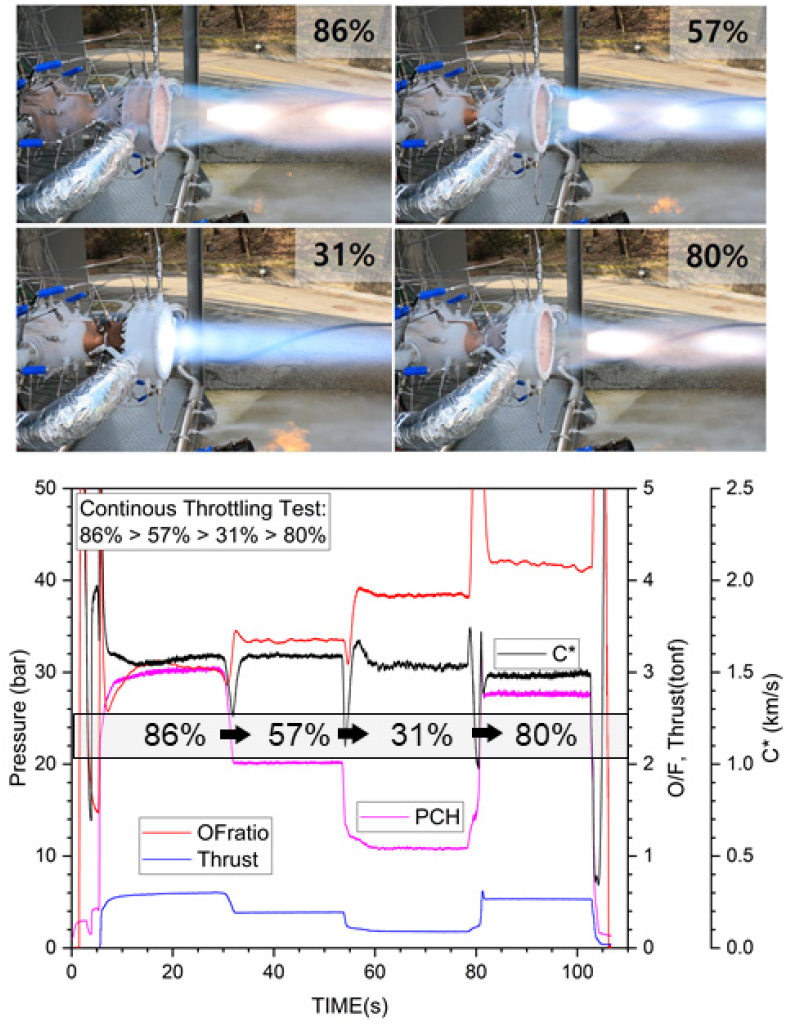
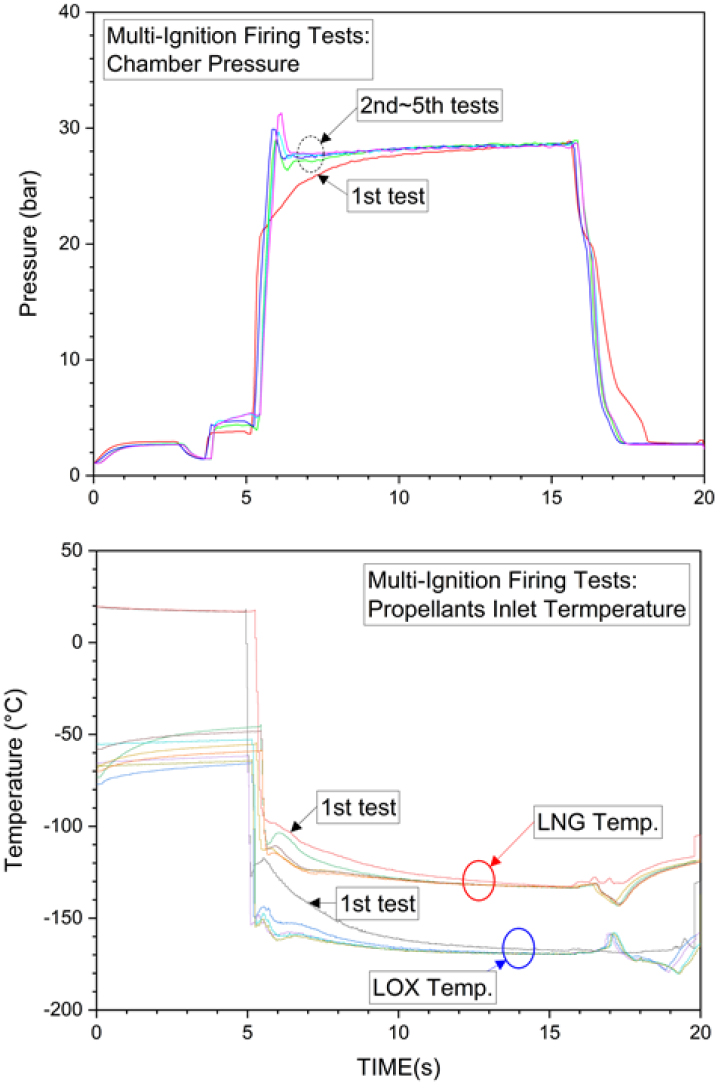
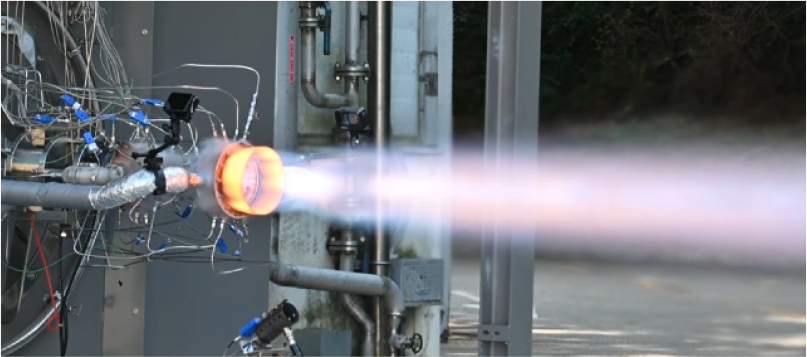
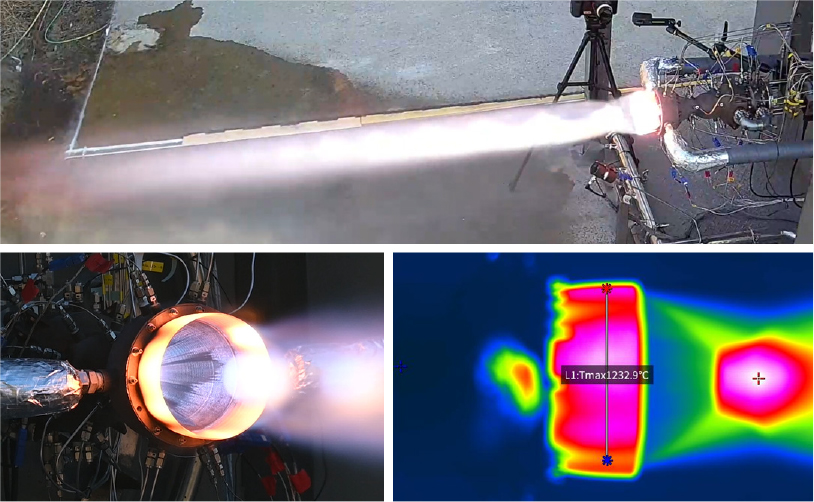
Table 1.
Combinations and test histories of the manufactured thrust chambers.
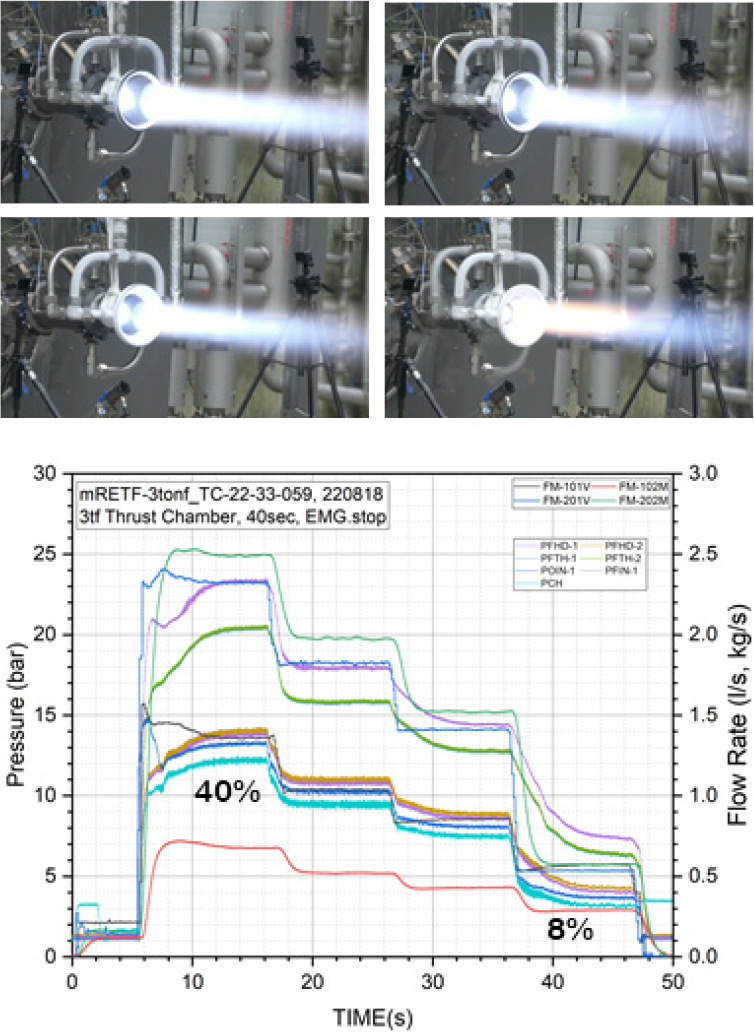
3톤급 연소기 시험은 시험장치 공급 유량 및 계측장치 한계로 인해 정격조건 낮은 저압 조건에서의 점화, 작동성 확인 및 추력 조절 시험이 수행되었다(Fig. 8, [15]).
1톤급 연소기는 궤도 수송선 및 착륙선 추진기관으로 활용되는 것을 고려하여 연구개발이 진행되었기 때문에 정격 조건의 운영 조건에 더하여 추력 조절 및 재점화 기능은 필수이다. 추력 조절 기능 검증을 위해 수행된 100초 연소시험은 연소압력을 기준으로 86% 조건에서 시작하여 31% 조건까지 감소시킨 후 다시 80%로 압력을 높이는 4단계로 수행되었다. 연소시험의 정상 상태나 압력 천이 과정에서 비정상적인 압력 섭동이나 급격한 열전달 조건의 변화는 관찰되지 않았으며, 연소실에서의 열전달 특성도 안정적으로 유지되었다. 그리고, 저압 조건의 시험에서도 유동 박리에 의한 진동 현상이 발생하지 않았다.
재점화 성능을 검증하기 위한 시험은 동일 조건에서 10초 간의 연소시험을 5회 반복하는 방식으로 이루어졌으며, 전체 시험시간은 800초이다. 1차 10초 연소시험 후 일정 시간이 초과한 이후에 다음 시험(10초)를 수행하는 방식으로 5회 시험이 연속적으로 수행되었다(Fig. 5). 각 시험 사이의 시간 간격은 제어시스템에 의해 고정된 것은 아니며, 매 시험 후 데이터 저장과 하드웨어 점검 등이 완료된 이후에 다시 수동으로 시작되는 방식으로 인해 시간 간격의 차이는 발생한다. 하지만, 연소압력과 추진제 온도 시험 결과에서 보듯이 안정적인 점화와 함께 압력과 온도 데이터가 재현성을 보이는 것으로 나타난다. 1차 시험에서 확인되는 초기 차이는 시험 시제가 냉각되지 않았던 초기 상태에 의해 발생하는 것이다.
1톤급 연소기를 이용하여 추가로 수행한 시험은 P-DED 적층제조 기술을 활용하여 제작한 복사냉각 노즐의 성능 검증이다. 해당 복사냉각 노즐은 C103 파우더를 활용하여 (주)Insstek의 기술로 형상이 제작되었으며, 베델표면처리연구소에서 내산화 코팅을 수행하여 완성되었다. 연소시험은 내산화 코팅 유무에 따른 현상 확인과 가열-냉각 사이클 반복에 따른 코팅 내구성 확인을 위해 수행되었다(Fig. 6, 7).
2023년 수행된 1차 노즐 확장부 시제 연소시험을 통해 코팅되지 않은 C103 노즐 확장부의 산화에 의한 손상 현상과 베델표면처리연구소에서 수행한 내산화 코팅의 가능성을 확인하였다. 하지만, 반복 연소시험 과정에서 코팅층이 모재에서 박리되는 현상이 관찰되었다. 2024년에 다시 수행된 시험에서는 코팅 공정이 개선된 2차 노즐 확장부 시제가 사용되었으며, 2회 반복 시험에서도 코팅층의 박리가 일어나지 않았다. 다만, 2차 시험 이후에 추가 시험을 수행하지 못하여 추가 검증이 필요한 상황이다.
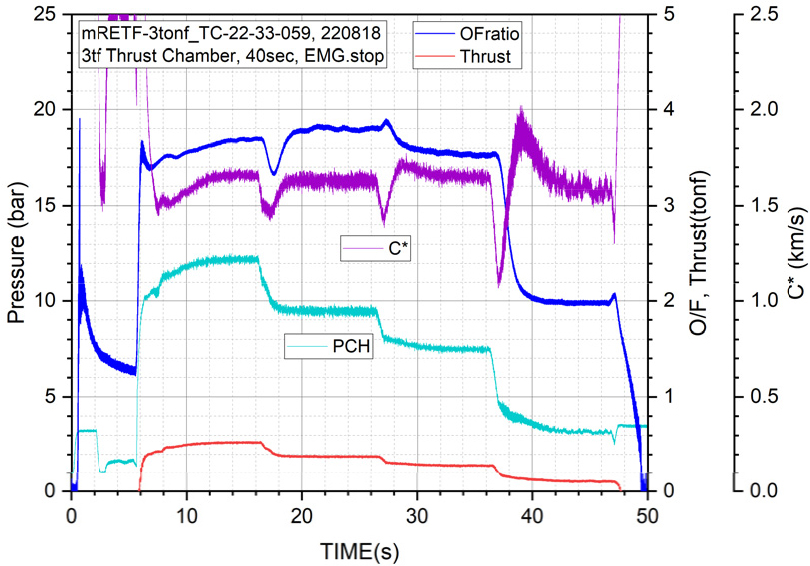
설비의 공급 유량과 운용 압력의 한계로 인해 정격조건을 달성할 수는 없었지만, 3톤급 연소기를 활용한 22회, 누적 시간 282초의 연소시험도 수행하였다(Table 1). 시험 중에는 연소압력을 기준으로 40%에서 8%까지 낮추는 추력 조절 시험도 포함된다(Fig. 8). 추력 조절 연소시험에서는 1톤급 연소기 시험과 마찬가지로 아주 낮은 연소압력 조건(8%)에서 운용됨에도 불구하고 연소기의 열구조적 건전성과 연소의 불안정성이 관찰되지 않는 안정적인 특성을 나타내었다. 또한 계측된 추력은 출구에서의 유동 박리에도 불구하고 안정적인 감소 현상을 나타내었으며, 계측된 유량과 연소압력으로 계산된 특성속도는 일정 수준을 유지하는 것이 확인되었다(Fig. 9).
5. 결 론
적층제조 기술은 기존의 제작 기술에서 발생하는 고비용 요소를 줄일 수 있고, 설계에서 성능 확인에 필요한 시간을 대폭 단축할 수 있는 획기적인 장점이 있다. 가공 및 부품 조립의 한계로 인해 구현할 수 없었거나 분리된 구조로 설계될 수밖에 없었던 구성품을 통합하여 구현할 수도 있다. 또한, 제품의 설계 자유도(design freedom)를 향상 및 확장시키고, 성능 향상까지 달성할 수 있는 제조 기술의 새로운 표준(new normal)으로 자리 잡고 있다(Table 2). 특히, 우주발사체 엔진과 같이 내부 구조가 복잡하며, 경량화가 핵심 요구조건에 해당하는 다품종 소량 생산 부품에는 더욱 강점을 나타낸다.
Table 2.
Manufacturing technologies comparison between additive and conventional manufacturing.
소형연에서는 적층제조 기술을 적용한 1톤급 및 3톤급 연소기의 제작 및 기능, 성능검증 시험을 통해 부품 통합 가능성과 제작 기간 단축 효과를 확인하였다. 이러한 부품 통합 과정을 통해 로켓엔진 제작비용을 50% 이상으로 낮출 수 있는 것으로 해외 적용사례(JAXA의 LE-9 엔진 인젝터 헤드, Ariane Group의 Vinci 엔진 인젝터 헤드 등)에서 제시되고 있다[1,2]. 1톤급 연소기와 3톤급 연소기 제작 과정에서도 해외 사례와 같이 부품통합의 과정을 수행한 바 있으며, 부품 통합에 따른 제작 공정 및 물류 체계의 단순화를 통해 제작 기간이 급격히 줄어드는 것이 확인되었다(Fig. 10, 11).
국내 생산 기반 및 적층제조 기술에 대한 성숙도는 아직 성장 초기 단계에 있지만, 정부 및 지방자치 단체에서 제조 기술에 대한 디지털화를 촉진하고 있다. 미국에서 생산 거점의 재복원(reshoring)을 위해 3D프린팅(적층제조)을 집중 육성하기 시작한 정책과 발사체 개발 기업과 기관(SpaceX, Blue Origin, Aerojet Rocketdyne, Relativity Space, Rocket Labs, Ursa Major, Stoke Space, The Exploration Company, JAXA, NASA, DLR, and etc)이 보여주고 있는 적극적인 활용 사례는 향후 대한민국 우주발사체, 특히 로켓엔진 개발에서 적층제조 기술이 반드시 활용되어야 함을 보여준다. 즉, 대한민국 우주발사체의 경쟁력 확보를 위한 필수 수단으로서 적층제조 기술 개발과 후처리 과정을 포함한 공정 안정화에 대한 투자와 연구가 필요하다. 개발 사업이 시작되고 있는 차세대발사체, 민간 우주발사체 및 로켓엔진을 포함하여 기개발되어 운용 중인 한국형발사체(누리호) 부품에 대해서도 제작 기술 전환에 대해서 진지한 검토와 인력 양성이 필요하다.
이러한 전환 과정에서 한국항공우주연구원 소형발사체연구부와 다수의 적층제조 기술 보유 기관들이 협력한 연구 사례들은 대한민국의 우주발사체 개발에서 경쟁력 강화를 위한 유용한 정보를 제공할 수 있는 선행연구로서의 가치를 가진다. 또한 기술 성숙도 향상, 활용 소재 다양화, 공정 기술 정밀도 향상 등이 이루어지고 있는 금속 적층제조 기술은 짧은 기술 개발 역사에도 불구하고 제작품의 설계 혁신을 실현하고, 인류의 지속 가능성을 증가시킬 수 있는 제조 기술로서 영향력을 발휘하고 있다. 따라서 발전하는 적층제조 기술에 대한 관심, 유용한 기술의 도입 및 필요한 기술 개발을 통해 우주발사체 및 로켓엔진 개발의 디지털화에 적극 대응하여야 한다.
